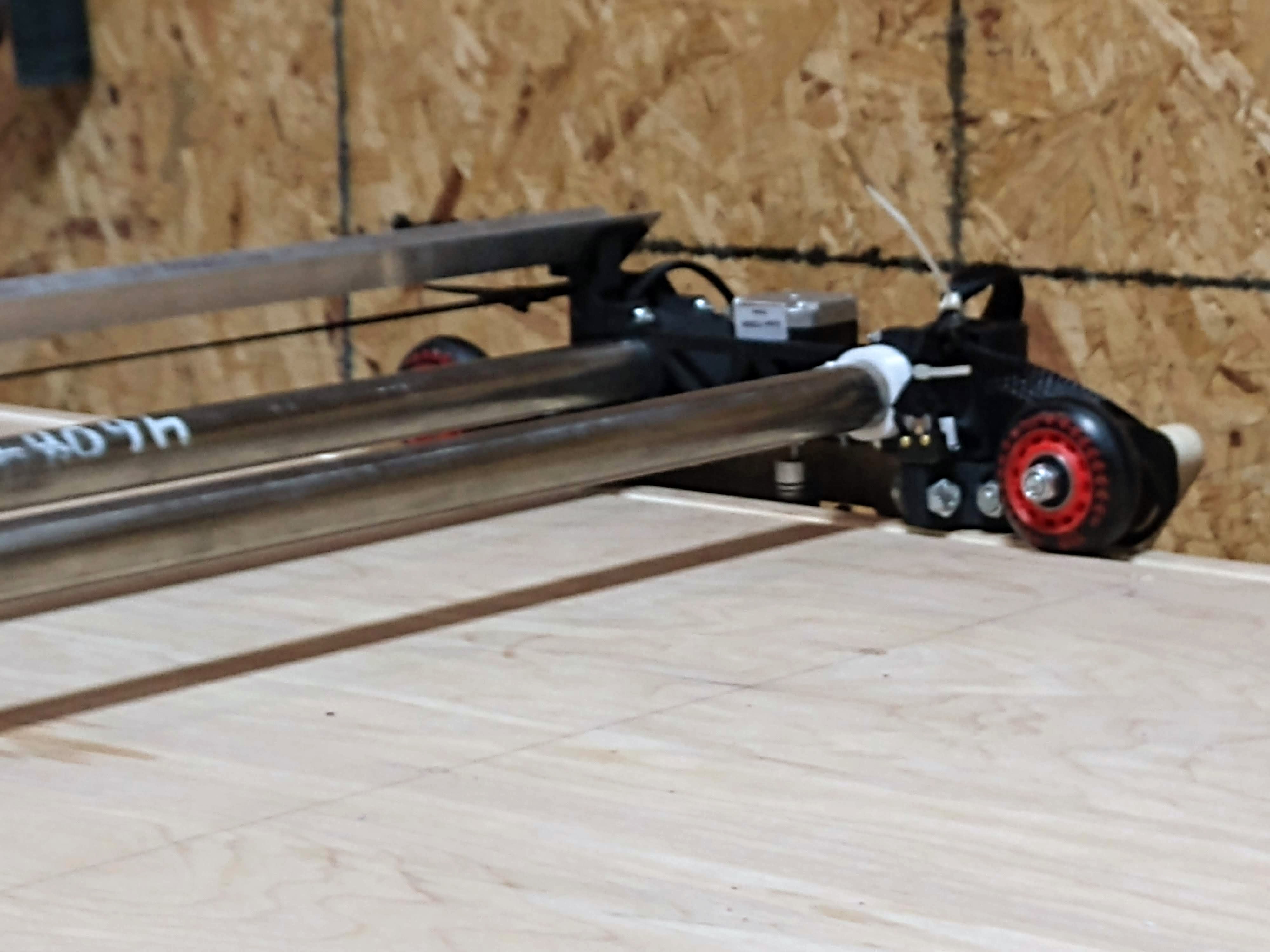
So when the router powers down the Z’s fall to the resting position pressing on the Z end stops and when I add the Spoil board the switches don’t make contact.
I know I have some changes to be made but wonder if anyone has run into this issue.
I am sure I am going to need to modify the Z stops going forward, but the router plate hits the spoil board and not the stops because there is 5/16" off the stops.
There was a clever accessory a long time ago where someone had made a parking spot for the gantry up off the table. You could do that. They made the parking spot on the cnc so it was the same height on both sides and they made detents flr the gantry tubes. It also had a lip hanging over the edge so they could square the thing with the edge of the table.
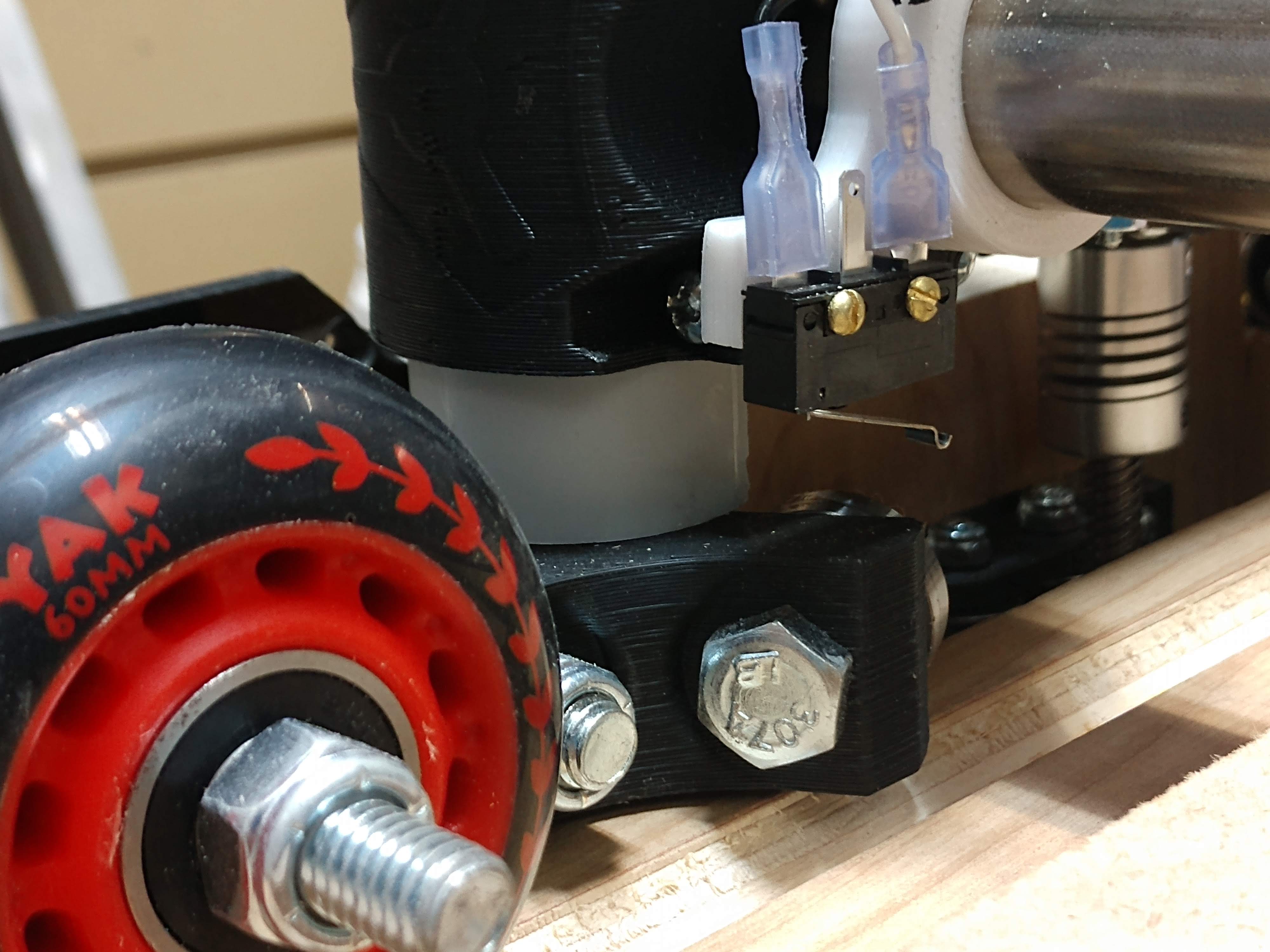
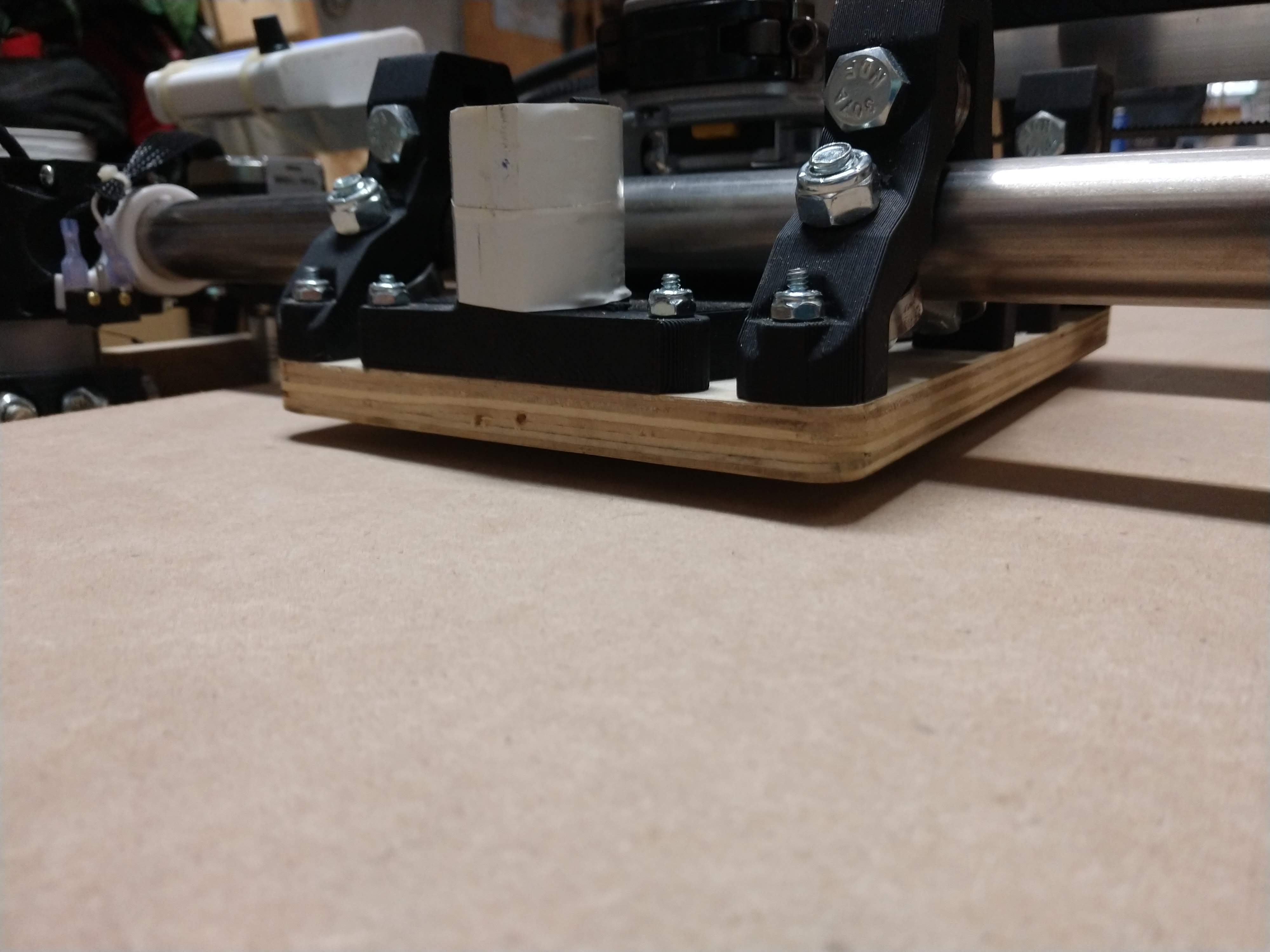
Jeff, I already made some spacers to stop the gantry from hitting the spoil board. I’ve read a lot and thought that was the direction I need to go. I am now working on modifying my end stop so they will make contact.
What should the distance from the spoil board to the bottom of the 611 plate? I think when the router has a bit it sticks down at least and inch or so.
I made some new spacers and blocks for the end stop switches. However I’m guessing I’m doing something wrong when I create my tool paths and depths in fusion 360. The Z couplers have been damaged multiple times.
If you don’t recall I have a 1/2" grove in my table and a thicker (1/2") 611 plate so I have clearance issues when I install the spoil board. I created spacers to keep the 611 board off of the spoil board.
This even occurred when I ran the test crown. I am using Repieter Host as my G Code processor. Was there something I need to do as far as when I power up the Lowrider? Is there a setting up of something with the LCD display before I send g code. I don’t know if I need to set Z before I send code. Is there something in the config I need to change?
swapping out the z couplers is prob the first mod I made. From day one the ones that came with the kit made so much noise in addition to being sprung in a matter of movements. I really dont know If I was mounting them incorrectly or what but I found some on amazon that work lovely now.
Fred, I set my router and bit at the starting position for the piece I’m working on, then I zero out the Z by turning off and then back on my Rambo 1.4 board. Once restarted I connect to Repetier Host to load my gcode and to begin the cutting process. The settings for bit height travel during the cutting should have been set up during the CAM process. I hope this helps you some.
I think you may be describing something that could be done in the gcode. A G92 command will set the current position to x0,y0,z0 without needing to fake it by resetting the board.
I may be wrong on the reason but like most LR2’s I don’t use end stops either so there is no “home”. I just start with my own squaring process, jog the bit over with my lcd to the workpiece, and always run a G92 command at the start of my gcode. This way wherever I start the program is now my “origin”. If I need to run multiple programs on one piece I just keep the machine powered up and can run consecutive programs without issues too as long as I’m starting at what the lcd indicates as x0,y0, z can be manually adjusted too or touch plates etc for different bits and so on.
The low rider will fall if the motors aren’t engaged. The MPCNC does on some machines too, especially with larger routers or running routers. When you reset the machine, the motors will not start engaged. A G92 won’t affect the motor state, so if they were engaged, they will stay engaged.


 doing something wrong when I create my tool paths and depths in fusion 360. The Z couplers have been damaged multiple times.
doing something wrong when I create my tool paths and depths in fusion 360. The Z couplers have been damaged multiple times.
