All,
I’m trying to get an instrument panel out and my set up isn’t working the way it used to.
I have it plunging into the panel and making small holes. The rapids are fine, but the plunge and XY is lower than it used to be.
Here is a copy of the first hole:
;Project MartinPanelCAM
;Created by Estlcam version 11 build 11.245
;Machining time about 00:04:19 hours
G90
M03 S24000
G00 Z5.0000 F400
;No. 1: Hole 1
G00 X40.6841 Y92.9776 F2100
G00 Z0.5000 F400
G01 Z0.0000 F5.000 S24000
G01 Z-2.0000 F5.000
G02 X40.4703 Y95.5228 I0.6279 J1.3343 F15.000
G02 X42.7814 Y94.4353 I0.8416 J-1.2109 F15.000
G02 X40.6841 Y92.9776 I-1.4694 J-0.1234 F15.000
G01 Z-4.0000 F5.000
G02 X40.4703 Y95.5228 I0.6279 J1.3343 F15.000
G02 X42.7814 Y94.4353 I0.8416 J-1.2109 F15.000
G02 X40.6841 Y92.9776 I-1.4694 J-0.1234 F15.000
G01 Z-5.0000 F5.000
G02 X40.4703 Y95.5228 I0.6279 J1.3343 F15.000
G02 X42.7814 Y94.4353 I0.8416 J-1.2109 F15.000
G02 X40.6841 Y92.9776 I-1.4694 J-0.1234 F15.000
G00 Z5.0000 F400
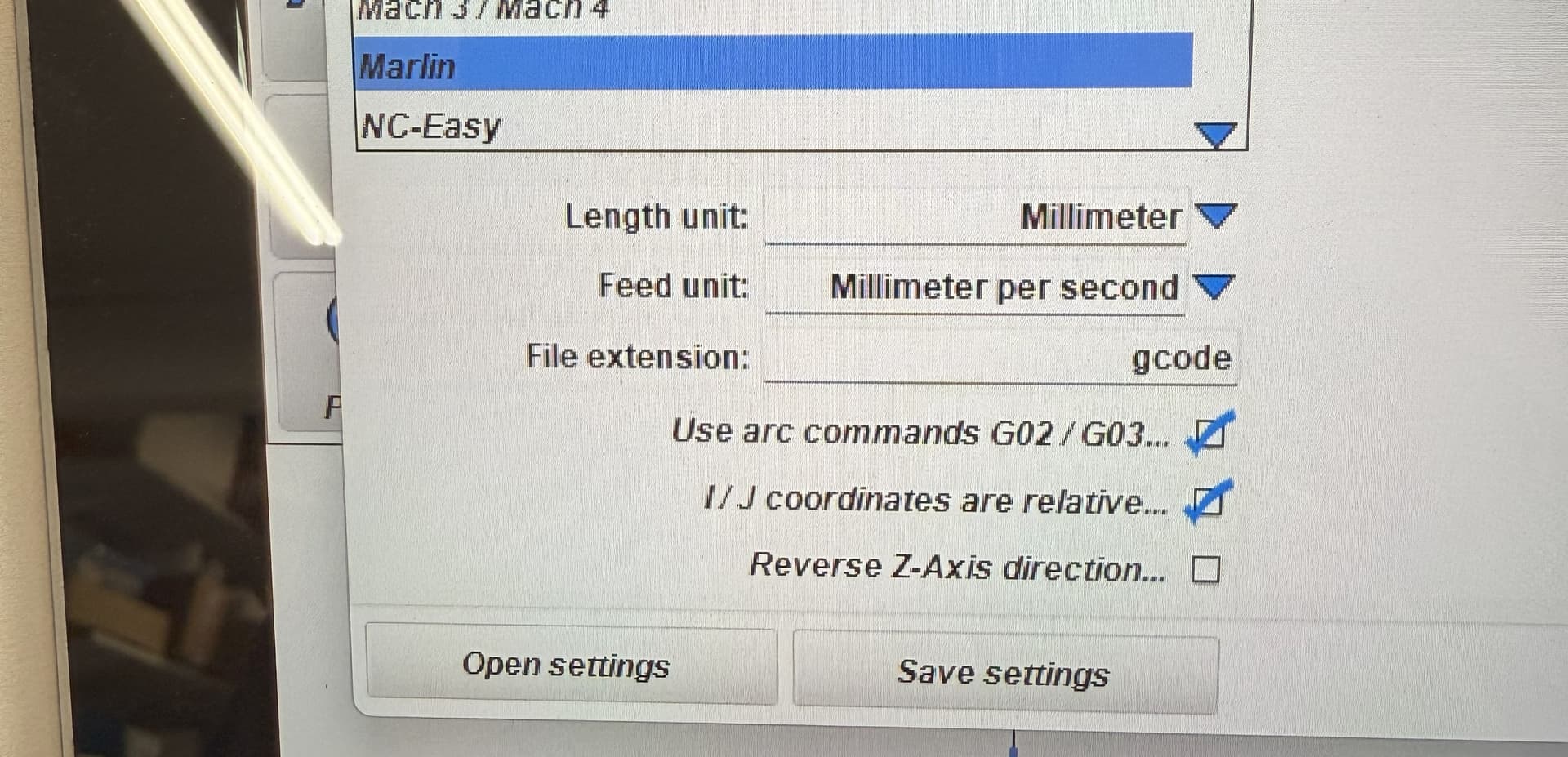
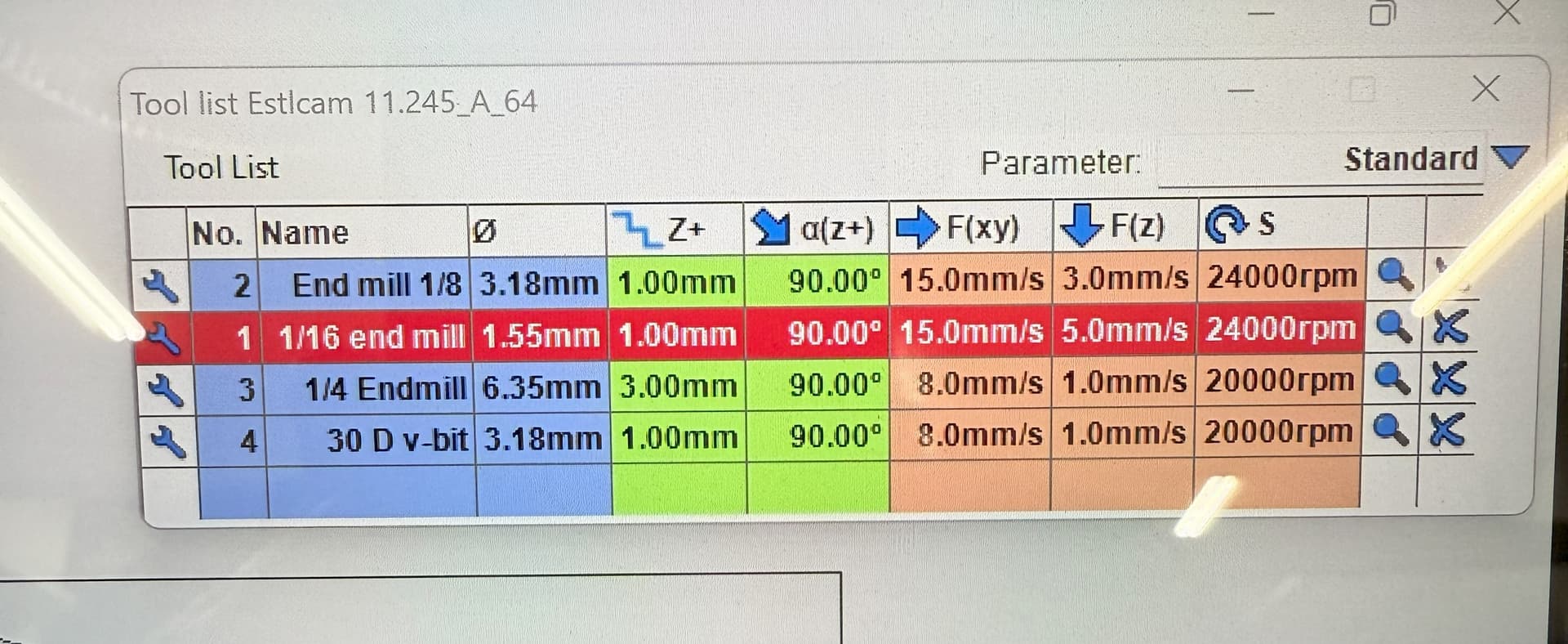
And settings:

Here’s a video:

Where are my setting wrong?
Mike