Hi, I’ve started a new topic because I switched my card from Ramps to SKR PRO.
I’m using: V1CNC_SkrPro_Dual_2209-2.1.1 with no changes.
When I execute this: M42 PC9 S1, my laser works, but when I start a cut, the laser doesn’t light up. I think M107 isn’t working correctly. Here’s my G-code:
;Header Start
;header_type: laser
;file_total_lines: 40
;max_x(mm): 16.5
;max_y(mm): 18.5
;max_z(mm): 0
;min_x(mm): -16.5
;min_y(mm): -18.5
;min_z(mm): 0
;thumbnail: data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAZAAAAGQCAYAAACAvzbMAAAACXBIWXMAAAsTAAALEwEAmpwYAAAGG0lEQVR4nO3YzS2FURSG0X3FTIxRiZ+RSvSiGaUYMNAEGriX6aeDK57kTGStAt49O09ydtu2bQMAf3S6avjzc+bhYeb2dtUFAI55fp55epq5uFizvywg+/3M6+vM/f2qCwAc8/Iy8/W1bn+36gvr42Pm+nrm/X3FOgC/ubqaeXububxcs3+yZhaA/05AAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEB
IBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIBEQABIBASAREAASAQEgERAAEgEBIDkdNXw4TCz3888Pq66AMAxh8PM9/e6/WUBOT+fubmZ2bZVFwA45u5u5uxs3f5u2zzxAPzdDxYzLkrCct5KAAAAAElFTkSuQmCC
;End of Header
; LightBurn 1.5.00
; SnapMaker device profile, current position
; Bounds: X-16.5 Y-18.5 to X16.5 Y18.5
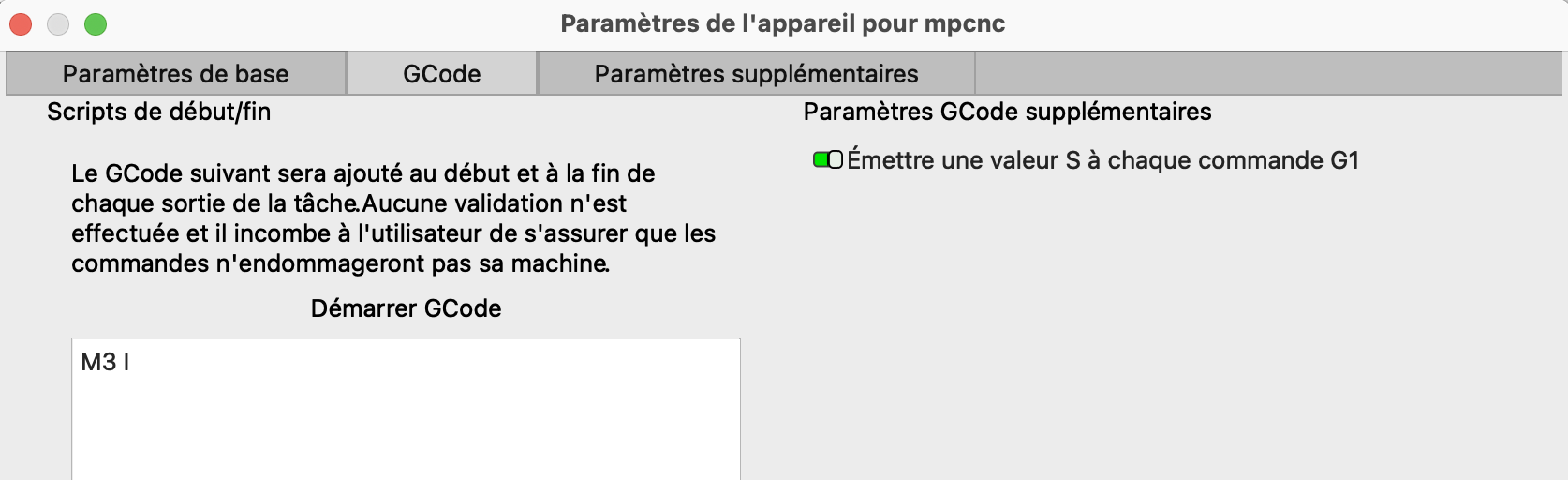
;USER START SCRIPT
M3 I
;USER START SCRIPT
G21
G91
; Cut @ 1000 mm/min, 80% power
M107
M05
G0 X16.5 Y-18.5 F0
; Layer C01 Pass 1 of 2
M03 P80 S204
G1 X-33F1000
G1 Y37
G1 X33
G1 Y-37
; Layer C01 Pass 2 of 2
G1 X-33
G1 Y37
G1 X33
G1 Y-37
M107
M05
; return to starting position
G0 X-16.5 Y18.5 F0
I think the inline mode is ok, but I suspect the M107 command is incorrect. I assume I need to change a parameter in LightBurn, but I’m not sure which one.