When I move it from 0 to 1000 it moves 2mm to much.
Moving it back to 0 it only moves 998mm.
I could repeat the same 3 more times, moving positive 2mm to much moving negative moved 2mm to little…
Moved with G1 from the terminal…
I marked my axis, motor and wheel moves with no slip. Have not noticed any tooth skipping under the movement. I can’t move the about by hand, there is no slack…
I made a mark going across the motor axis and the GT wheel observed it closely while moving, no slack there…
Will check the screws , but don’t think they are loose…
If it is actually 2mm off EVERY time then I would think its electrical/software related rather than mechanical/grub screws. Unless the grub screws slip the exact same amount each time, which I suppose is possible.
It doesn’t hurt to check the grub screws though! But my unprofessional opinion is its not a mechanical issue.
Is it speed related? The max speed in our firmware defaults to 5mm/s for Z. If you have changed that, or you have 1 start leadscrews, that might cause some skipped steps.
The job menu should be doing almost exactly the same thing as a G1, except the speed may be different.
The F parameter on G1 is in mm/min, so F300 is 5mm/s F60 is 1mm/sec.
Skr 1.4 turbo, tmc2209, expertsnoobs dual endstop firmware, have not changed much…
Fan0 to neopixel pin…m
Maybe some stepper settings, come to think of it, I am at 72 steps pr mm, might that be my problem? That’s what I calibrated to for getting the right movement…
Measure to make sure that it actually moves 1000mm, 72steps/mm is not correct. Also since it is not my firmware what is the current set at and what steppers are you using? Is That firmware set for 2209’s or 2208’s?
I expect my gcode above to work as expected. The rest is only if that is not working.
how many teeth does you pulley have ?
and how many micro steps per revolution on your steppers ?
For my setup pulley 20 teeth, steppers 200 micro-steps my settings is 80 steps per mm
For recommanded V1 setup its 16 teeth pulley(same 200 micro-steps steppesr if i’m right) and it must be configured at 100 steps per mm
For complete formula read that post :
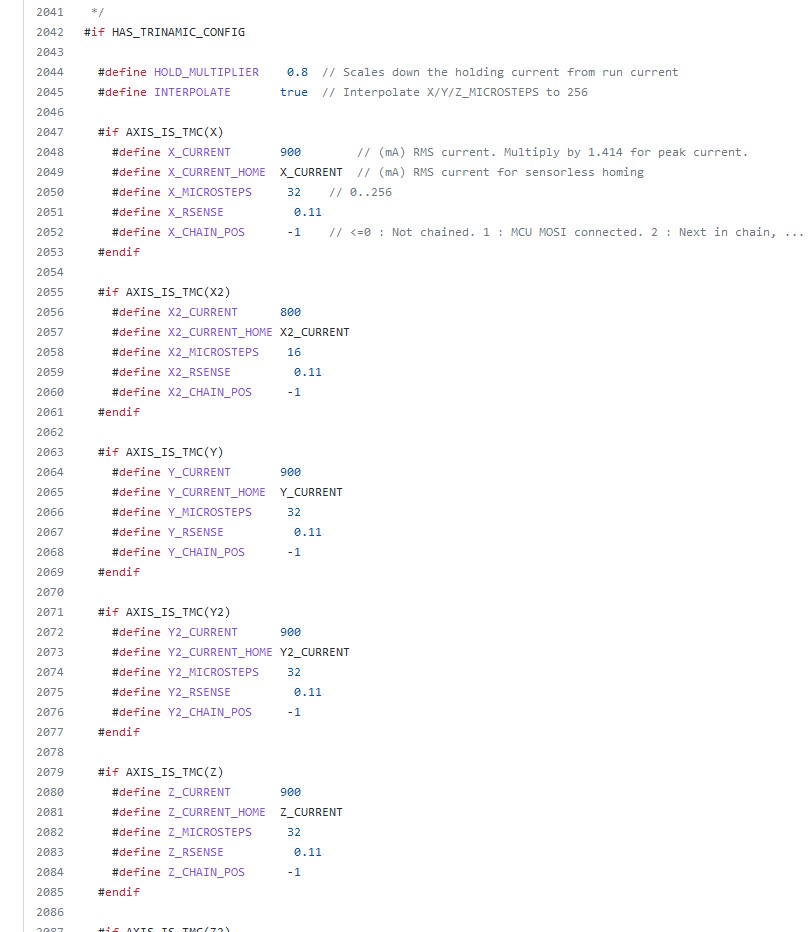
Current is set to 800mA
microsteps: 16
I found something that looks odd, “Default axis steps per unit” is set to 143 for X and Y, and 800 for Z. For Y i have similar step pr mm of 72 to get thing right…
As far as i can tell (noob) the firmware is set to TMC2209 driver. All the defined drivers in config.h says TMC2209, not sure where else to look?
My steppers are Nema 17 Bipolar 1.8deg 65Ncm from Stepperonline.
There is no firmware way for it to move differently. So the options are, moving so fast you skip a step at the turn around do to extremely poor accelerations, loose grub screws, broken belt.
I have not checked that firmware but 143 steps per mm makes no sense to me. 2mm belt, 16T pulleys, 200step/rev steppers, 16or 32 micro stepping. You should be at 100, 200, or 400. Our SKR Pro with 2209 uses 100x, 100Y, 400Z.
I have no idea why it is set to 143 in my version…
I think you are right about starting over, i was clueless when i started fidling around with that firmware…Not that i have become an expert since but not as clueless