I am burning up bits. Now, I started with Menards v bits. I think got a carbide cutter given to me, but it had a ton of flutes and I now have burnt that one up.
I really want to make very nice, high end signs, but I am getting frustrated enough to just quit, help!
I have Ryans 1/8 60 cutter, but I would like to have a larger cutter for larger signs.
I did not try the 1/8 in the oak that i just burnt the carbide up on.
(I also had work holding problems.) Maybe I am just not cut out for this!!!
There are many here that do a TON more v-carving than I do so hopefully someone else will give you some good suggestions as well. I have been wanting to make some more signs like that so I’ll be watching along as well.
The key to not burning the bits up is the feeds and speeds calculation. When the RPM rotation of the bit is too fast compared to the feed speed rate of advance through the material, you get friction, and it burns up the bit. There will always be some heat created when cutting, but when the feeds and speeds are right, the heat is for the most part carried away from the cut area by the chips that are being cut and evacuated. The key thing is to keep the bit cool enough, and if the material is something plastic like such as acrylic, it’s key to keep both the bit and the material cool enough.
Consider these two extremes:
Feed rate too fast, bit rate too slow
Feed rate too slow, bit rate too fast
In the first scenario, your steppers will skip steps and your machine could completely bog down.
In the second scenario, you have continuously increasing friction heating up both the material and the bit, possibly causing fire and certainly risking burning up the bit.
There is a range between those two extremes where you are in a sweet spot, and assuming your bit’s cutting teeth are sharp enough, you get desired results.
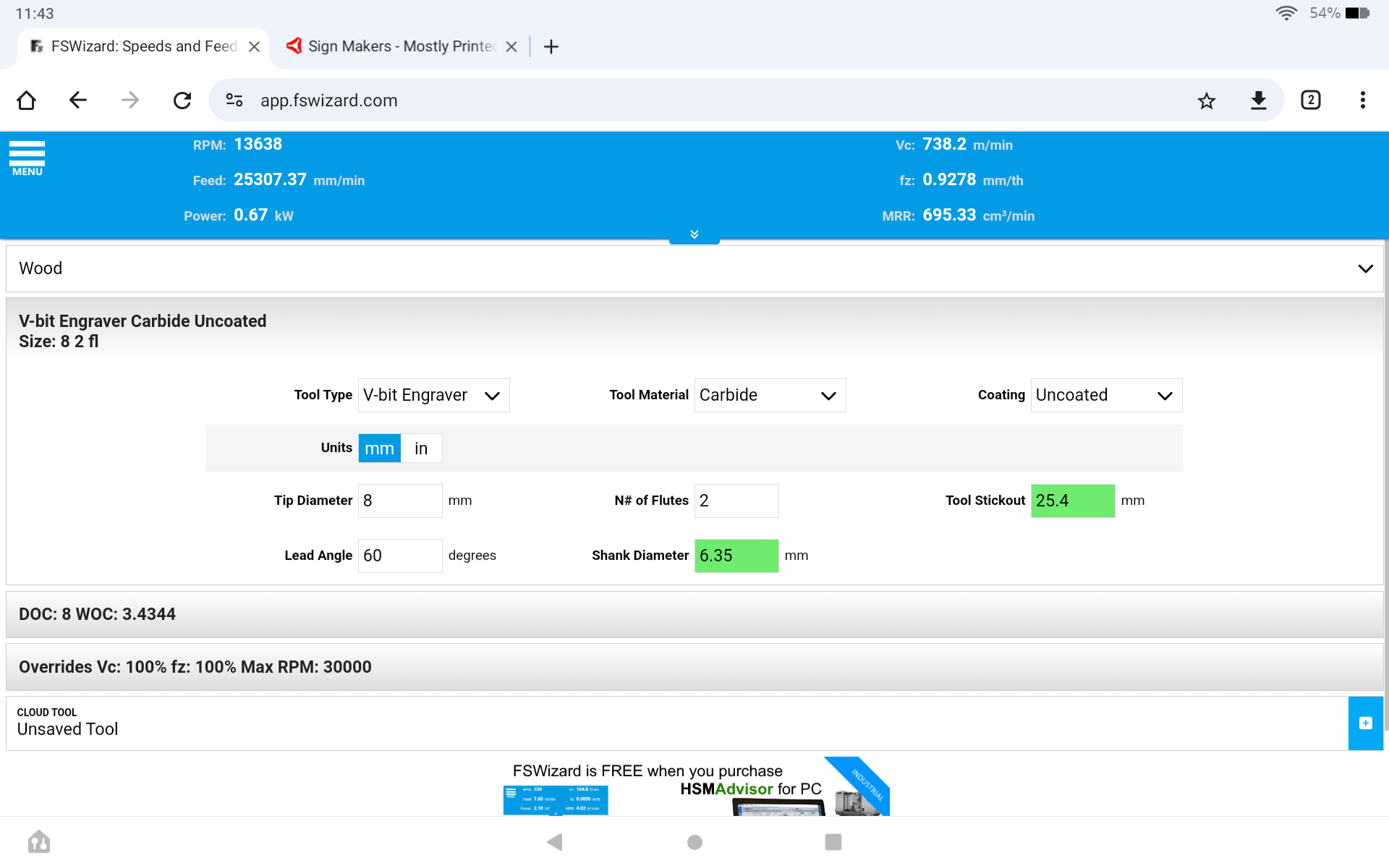
I use a feeds and speeds calculator database software tool that I paid for, but there are free resources available too. You want to be able to either experiment and keep good records of when you finally got it right, or have one or more resources you turn to where you can input all the important details and it gives you the right RPM for bit and correlating feed speeds, including feed speed and angle for plunge etc.
PS: The feeds and speeds calculation should include the details of the v-carve bit.
If you try that PLEASE take a video and post it!!! 422 mm/s would be INSANE lol. Honestly I think I run mine at 20-25 mm/s and do just fine with it. I don’t really look at the calculators too much. Just no way any CNC machine is going to run that fast. Very few printers can move that fast LOL
I am so glad that you started this thread because I’d like to make some signage with my Primo and I’ve dabbled with it with mixed results.
Here’s a noob question that I think fits this thread well…
If you do an area with large recesses should you hog that out with a normal flat endmill and then do a tool change and switch to the v-bit to get that nice chamfer on the edges? Or just do the whole job with the v-bit?
It looks like the file you used had broken lines possibly. The cuts aren’t fluent, they stop and start, which leaves an odd spot everywhere. You can manually create tool paths in estlcam to connect stuff like that, and really make the lines flow together.
If you use estlcam, you can specify the two mills you plan to use. The angled one is selected for carving normally and the other is selected in the pocket option down below. I use 1/8" pocketing and a 60 degree carve bit for most of the stuff I do typically in foam.
So, it sounds like you should do an end mill for removal. Now, if it is just a v carve, like my oak sign above, I would recommend just the v-bit, you are not going to save time.
The last and final v1 test to the right of the pine board, that was done with (oh, I said this above) a tool change. I used Ryan Workhorse, single flute, then changed to the V Carve in the end. it was VERY clean!
I do plan on trying out a 1/4 single flute as soon as I can as well. I really liked the 1/8 single flute, fast, cut nice and was Clean, for pine that is HUGE!
Oh and p.s. I have had Ryans multi pack for quite some time and never gave them a fair shake, I always thought them too small for anything, but they work very well, for any size job! I will be getting more soon.
Not trying to make sales for Ryan, well maybe, but That 5 pack is a great deal and works well!