Is setting 0 the same as Marlin where you just run G92 X0 Y0 Z0?
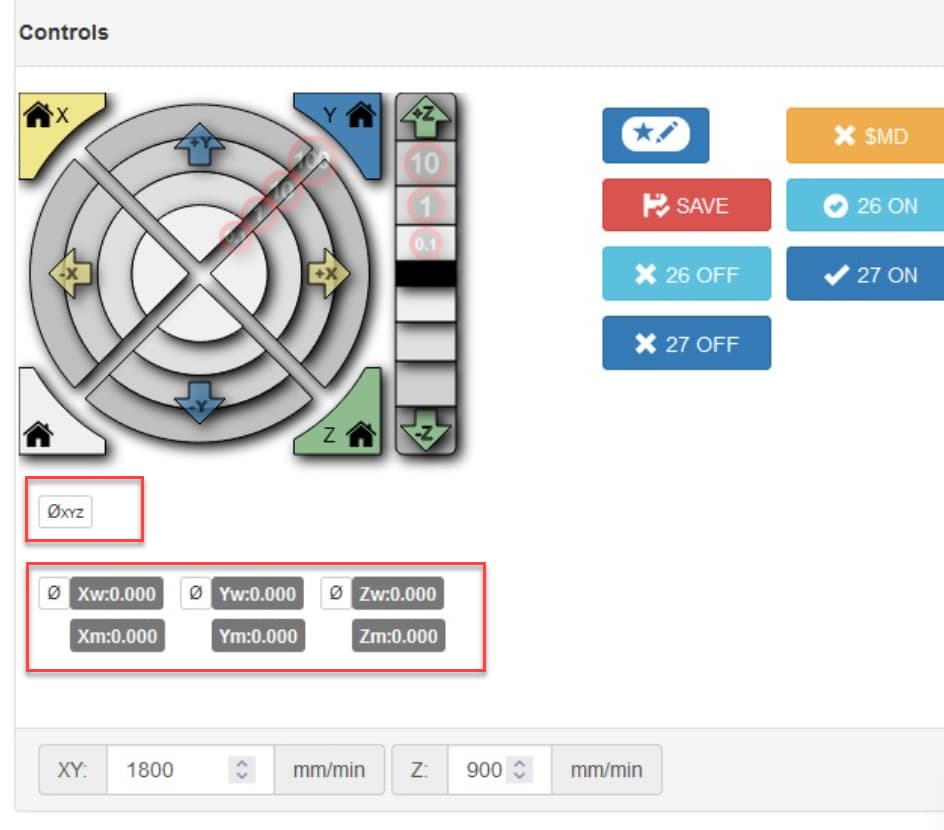
Also what are these for on the dashboard, the little buttons and the two rows, I know 1 is the current location, but not sure if it’s the bottom or not.
Is setting 0 the same as Marlin where you just run G92 X0 Y0 Z0?
Also what are these for on the dashboard, the little buttons and the two rows, I know 1 is the current location, but not sure if it’s the bottom or not.
I’ve found you can restart the device to get the machine to 0 itself, simple $bye command, and then g92 x0 y0 z0 will set the machine workspace to 0 also.
I was confused because there is a machine coordinates and workspace coordinates!
It’s pretty handy that workspace zero persists - so if you have to stop a job when you’ve set a custom zero you can return to it even after homing.
I’m guessing Xm is the current X machine coordinate, and Xw is the current X workspace coordinate. Same for Y and Z.
How do you get back to “custom zero”?
Not really sure what you mean but does this help?
When you home to the endstops it sets the machine 0,0 at that position.
Jog to 100,100 (as an example) and set as 0,0 makes it the workpiece 0,0
If you home to the endstops it will set machine 0,0 and workpiece to -100,-100
To get back to workpiece 0,0 you can jog or use the goto command from the tablet screen.
The bottom row is the machine #'s. It will set 0 there where ever the tool is when you power up. It thinks that is the bottom left corner.
Pushing the white house will home Z, then Y, then X (assuming you have end stops set up). And then you will set those to zero on the top row. It should do so by itself but I’ve seen it not do it a time or 2. But changing the update time to as short as possible on the interface will usually take care of it. You can set each axis home individually by pushing the corresponding house button.
The 0xyz button will take wherever your tool is, and set that as your origin for your next cut. And the 0 next to the xw, yw, zy can be pushed individually if you want to just set origin for that axis. If you don’t have a probe, the z0 will be how you tell the machine where the 0 for the job is.
g28 on the command line will rapid back to machine 0,0. Make sure your Z is safe first though.
g00 x0y0z0 will take you to where you set your origin.
On Jackpot, once you’ve set a new zero on any given axis, it remembers it not only after homing, but even after rebooting. If you set an X,Y coordinate as your new origin, and then do an operation, and then change tool (different bit), you can home, and then probe for new Z height, and just run the next operation. It will go to the right starting place in X,Y automatically.
That’s the answer I was looking for! Thank you
Youre welcome. Set a macro and its a 1 button move.
Sounds like a great idea. Thanks again
This is correct, and I also have a macro set. You can add a portion that specifies speed:
g00 x0y0 F1000
Note the speed is dictated in the “F1000” part.
Also, consider not including Z0 in the macro command. This way if you tap the macro after a tool change but before you home, you won’t risk crashing the new tool into the material.
Yes.
It can be handy but beginners should just write down their zero location before messing with workspaces.
This does different things in MArlin and Fluidnc/grbl.
Why?
Let’s all be careful here, the question is about setting zero and workspaces and jogging are coming up. These things can be useful but are considerably more advanced and not needed for many new users. I use neither and I have been doing this a long time.
Oops. Sorry. Will try to remember for next time. I edited my comments above.
closing old topic to help fight spambots