I have mentioned this issue once before in a previous thread and was able to rid of it at the time… sort of. I kind of fixed it but it would still happen from time to time.
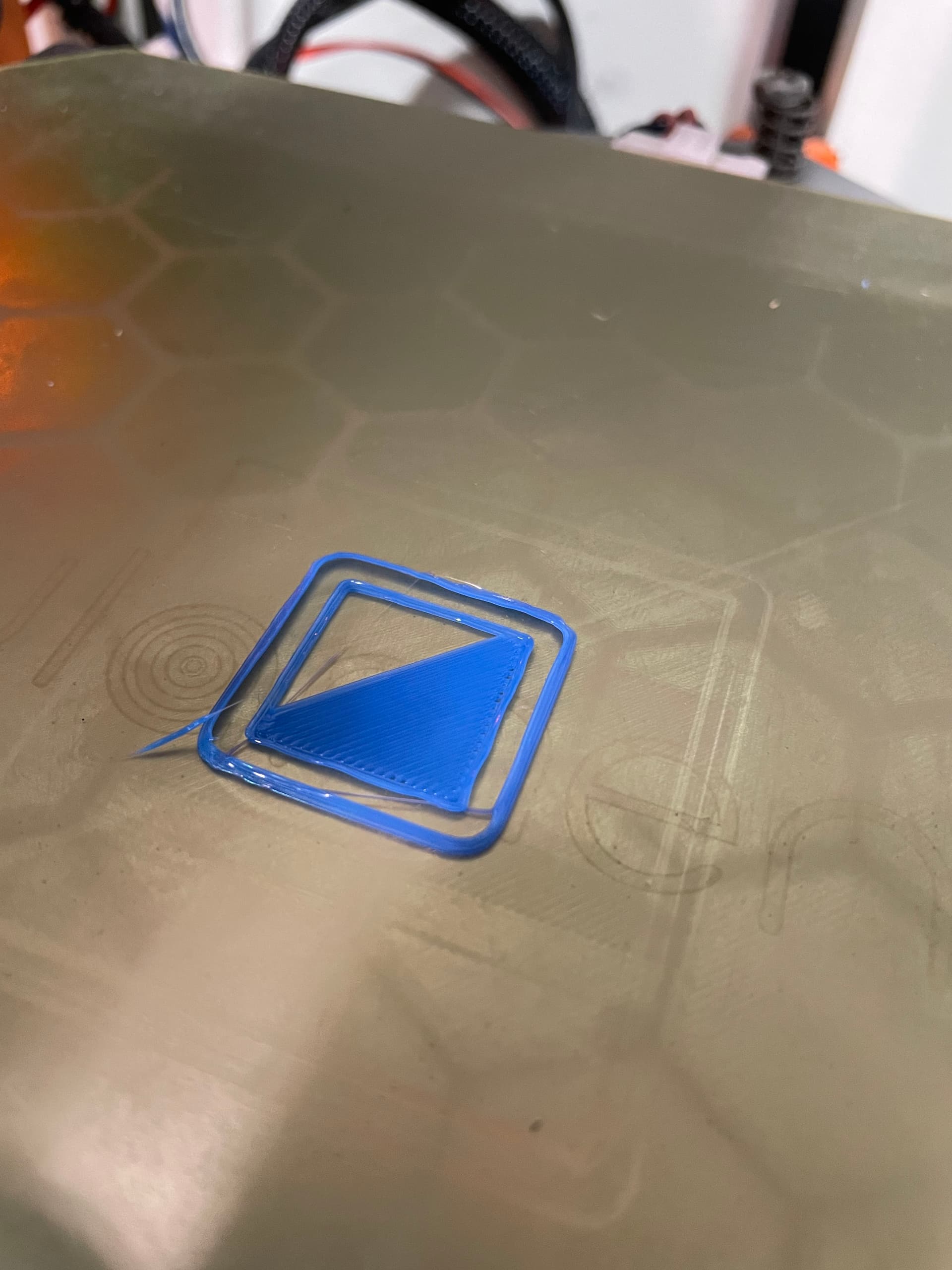
Anyway, currently when I am printing my first layer the extruded lines will peel up when passing next to a previous extruded line. A square for instance, I watch the first perimeter line and it lays down perfectly fine it seems. Then as the second perimeter comes around it does not stick very good at all. It just kind of peels up. It almost seems like its trying to print too close to the previous line.
This used to only happen when laying down a long infill line on the first layer. But now its doing it on first layer perimeters.
I have recalibrated the esteps to make sure its extruding the right amount and I also reset the prob height offset with a piece of paper.
If you’re using the Marlin firmware, you can adjust the microstep height to offset the first z height to help squish the filament on the bed. If you have the LCD pendant attached, you can use the control knob to adjust this on the fly. Create a box that’s 100mm x 100mm by 1-2mm high. This will give you more time to adjust the microstep height while the first layer prints.
I find I usually have to do this anytime I replace the nozzle.
I have the Z Offset calibrated using a sheet of paper. I have it set to where the paper barely slides between the nozzle and bed. I then saved that offset using M500 and I can see that it saved by issuing a M503 command.
so at .37 what is happening is you are at nozzle width. That layer is contracting. If you are Check your z offset. Something is not correct here. Maybe try first layer at .2 and see what happens.
You use the paper method to get your bed level when you don’t have ABL. Z offset is the difference between the end of the nozzle and the probe point. They are not the same thing. You’ll need to adjust your offset while printing. Try adjusting baby stepping while printing to get the correct height.
Okay so I baby stepped it on a test print and got it to where it is sticking better. How do I save the new setting from the baby stepping? I have baby stepped -00.090.
There should be some option to save settings to eeprom. Sorry I haven’t used Marlin in a few years but the option should be on the TFT screen. A Marlin user here could probably tell you exactly where.
So when I “baby step” is that changing the Z probe offset? Will M500 after baby stepping override the M851 setting or is this a completely different value?
I am just struggling to understand in my brain how Z probe offset and the baby stepping are related.
Yeah, baby stepping is just micro adjusting the z offset. One of those situations where you want to go by eye rather than trying to transfer an exact measurement. Much, much easier.
The baby stepping value you see will be added/subtracted from the stored z offset value when you save.
If I baby step during the test print by -0.05 mm, that would make it go closer to the bed. But then when I want to go and adjust my Z-Offset accordingly I would actually want to increase the Z Offset by +0.05mm, right?
The larger the Z Offset then the closer nozzle gets to the bed. So the Z Offset and baby stepping adjustments are inverses as far as + and - go. Am I correct?