I’m about to cut several pieces of 3/4" plywood. I’m using EstlCAM v12, and have set up my tool parameter sets for different router speeds (10000, 12500, 15000, 17500, 20000, etc)
I’ve used a suggested Chip Load (called Chip Thickness in EstlCAM) of 0.04-0.06 in/tooth (0.10-0.15 mm/tooth) to calculate feedrates for each router speed for standard cuts of 3mm DOC (1x tool dia), but that requires 5 passes plus a finishing pass.
I have successfully used Trochoidal milling to cut aluminum, and was hoping to use it again to cut the 3/4" plywood in a single pass (plus finishing)
I want to figure out the settings in EstlCAM for this. I’m looking for recommended values for:
Trochoidal Stepover (forward “loop” as a % of bit diameter). EstlCAM suggests 1-10% for metals, but doesn’t make a suggestion for wood. I used ~8% for aluminum, but I was wondering if plywood could go upwards to around 20-25%?
Trochoidal Width (effective slot width). EstlCAM suggests 25-50%. I used 35% for aluminum, and would probably use the same for plywood.
Feedrate - I normally use the suggested chip load to calculate this for standard milling, but I’m not sure how to calculate feedrate from chip load using Trochoidal. Everything I have read says that you can and should increase the feedrate using Trochoidal. Or should I just continue to use the same feedrate as regular, but with a much deeper DOC?
Whatever numbers you end up testing, I’d test them by targeting knots. I wouldn’t be surprised if you can’t do better than (perhaps as good as) aluminum. Aluminum will certainly be more consistent, and you can’t avoid the knots in the inside layers of the plywood that you can’t see.
I did some test cuts using a 1/8 single flute at 2.5x dia, and I burnt up the bit after about 10 minutes of cutting (supposedly carbide w/ 21mm cutting surface).
I think the cause was threefold:
The same short section of the bit is always doing the cutting, so the heat is concentrated in one small area near the tip of the bit
Chip evacuation isn’t the greatest in a deep narrow slot, so I think that I was doing a lot of re-cutting.
Some of the test cuts were very small diameter through-holes, and the bit was using the flat end more than the sides to cut the holes, generating a lot of heat.
Trochoidal would theoretically address the first two issues. For the third issue, I’m going to swap out the flat endmill with a 1/8" drill bit for the smaller holes, then use a hand drill to widen them to the desired size.
I thought perhaps by reducing the number of passes (trochoidal single pass), I could also minimize (not eliminate) the possibility of skipping steps (fewer passes = less overall distance)
Another option I guess would be to switch to a 1/4" single flute. It would have less deflection, better heat dispersal, allow for a deeper DOC/fewer passes (2 passes at 1.5x dia = 3/4"), and probably use a faster feedrate. This would definitely be faster than 1/8" trochoidal.
This really depends on the flute style. Single flute vs o-Flute. I have both style in the shop for reference. The single flute does not have a large enough flute to clear large wood chips but it is much stronger spine for milling aluminum. Also I use a very slow RPM.
I did all the LR2 plate production of 12.5mm MDF in two passes with a full depth finishing. ~20mm/s rpm dial at 2-3.
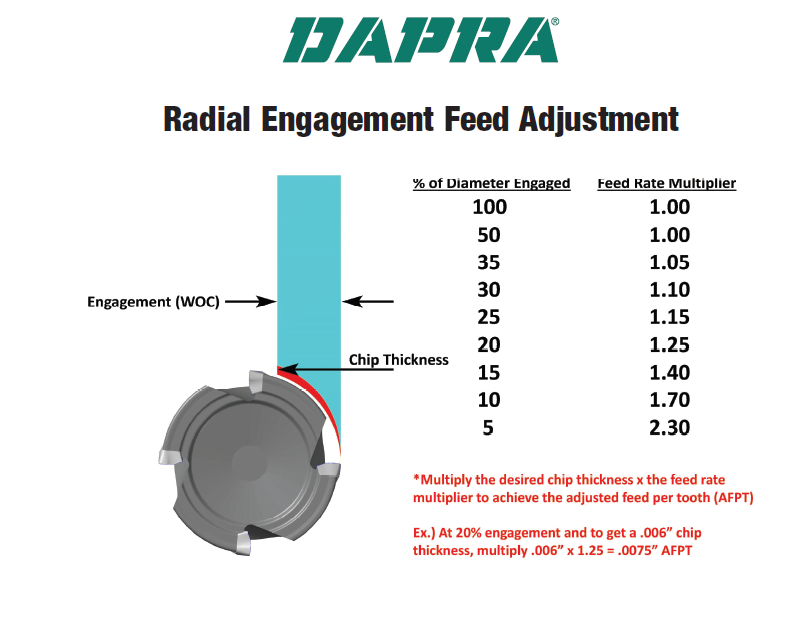
Before I discovered this correction factor, I tried a full depth Trochoidal cut using 35% Trochoidal Stepover, 25% Trochoida Width, and a feedrate based on maintaining the recommended (standard) chipload. (center hole)
As you can see, the bit was rubbing, and the heat started to burn the wood and the spoil board underneath it. The slot was also too narrow for the chips (sawdust) to evacuate, which just added fuel to the fire.
The two outer cuts were using a standard milling at 6.5mm (just over 2x Dia. DOC), and in both cuts the newly replaced bit started skipping steps during the second pass.
I ended up giving up on using the 1/8" single flute bit, and going to a 1/4 2 Flute bit. The feedrate calculation said that I needed to go over 5000 mm/min, and run the router at minimum speed (10000 RPM), but I tried it at 3000 mm/min and 10000 RPM. Because the plywood was so knot-filled and the glue was so hard to cut, it actually stalled the router on the first test cut. I jacked up the router speed to about 22000 RPM, and it cut perfectly, creating reasonable sized chips (even though the chip load was supposedly about 1/3 of recommended).
Better yet, the stiffer bit didn’t deflect at all, cutting the holes to within 0.010 mm of the specified dimension with the bit size specified as 6.35mm in EstlCAM. With the 1/8" bit, the best I could get was within 0.050 mm, and only after reducing the specified tool diameter from 3.175 to 3.00 and using a finishing pass.
So I’m pretty much ready to cut! Let the chips fall where they may!
A single flute 1/4" would get you a lot closer to ideal with our RPM range. Larger diameter swings the cutting edge faster, so fewer flutes is better for us.
Totally agree, but the 1/4" 2 Flute with a 25mm cutting depth was what I had in my tool bin.
I did look at the 1 Flute 1/4" bit in the V1E shop, and noticed that it has a 17mm cutting length. My stock is around 18 mm, and I normally cut about 1.5 mm extra to compensate for minor variations in the spoil board, so I was wondering if that 17 mm bit is capable of doing a full depth finishing pass?
I haven’t found any single flute 1/4" bits that have at least 22 mm cutting surface yet.