I don’t know if anyone can read the tea leaves of this bit, did I do something wrong or did I just get unlucky and grab a bit that was destined to break.
New bit compared to broken bit, I don’t see any discoloration.
If you didn’t hit something (screw or anything else) then I would think that was just a defective bit. Your settings don’t look bad. You do have estlcam set up to send that as mm/m correct?
Converting that over is just a touch over 16mm/s feed rate and a 5mm DOC. That doesn’t seem bad at all.
LOL I get that! It took me a LONG time to get that somewhat down. In terms of building and seeing I still very much work in inch/feet but for 3d printing and the actual CNC I have gotten used to metric now.
Not as cheap as Aliecpress, but supports and awesome dude and they are REAL good bits!
Plywood is in the same league as hardwood because of all the glue, I’d recommend not to go deeper than diameter x1. Rather go faster than deeper. 1400mm/min with 3 or a maximum of 3.4mm DOC (when you want to cut 10mm ply in 3 passes).
I’m late to the party, but would have said the same things already said. I concur with the replies from @Jonathjon and @Tokoloshe. Also adding my voice to the mention that the carbide bits Ryan sells in his store are great, and the price is great.
I’m more inclined to say that you were pushing that bit pretty hard.
-at 10k rpm on a .125 bit, you were only at 350 SFM. Thats even slower than one would generally run aluminum. Wood can tolerate much higher SFM which yes generates more heat but is easier on the bit due to my next point
-at 10k rpm on a .125 bit @ 40ipm, you are taking .004" chip per revolution. Thats a pretty big bite for a small bit, and those bigger and heavier chips are harder to evacuate from the flute and can jam up in slotting operations. I’d say that is a bite you would expect on a 1/4" bit. Couple that with your ADOC which is 160% of your tool diameter, you are asking alot of that little bit. once it starts to lose its edge then you are just pushing and it will break.
I would either get your RPM up, decrease your feed, or take shallower passes (then a full depth finish pass to clean up)
If it were me, I’d be running at least 750 SFM (so ~23k rpm) with that size bit. At that RPM, you can stay at ~40IPM feed, be taking about half the bite/rev. Then just adjust your depth of cut to balance load and tool life and go from there.
I was trying this out today with the shorter DOC but the issue I’ve noticed is that with these bits they last all of 30 minutes until they are too dull. I can actually start to notice as the machine is moving, building up enough pressure for the bit to bite again and then repeat. That’s probably partly due to the bits I’m using, but I would also think that with a shallow DOC like that its doing all of the cutting in the first ~3mm of the bit and then basically none of the rest except for the full depth finishing pass.
Wouldn’t double the DOC essentially spread the wear out along more of the cutting edge and result in double the lifespan of the bit (in a perfect world, probably not quite double in reality). Or even more DOC and using trochoidal milling to spread out the load further.
My current issue is bit life rather than speed, either way I did order some bits from the V1E shop so hopefully things go a bit smoother when those arrive.
Are they HSS or Carbide? HSS bits don’t last very long, carbide is the way to go. Also, are you paying close attention to matching the chip load (feed rate and router speed matched to the recommended chip load for the bit and the material being cut)?
It would spread the wear over a greater length of the bit, but the chip load on the bit also matters (probably the most important factor), and deeper DOC can introduce all sort of other issues. A shallower DOC reduces the stress on the bit to a point where it doesn’t cause excessive load on the spindle/CNC or deflection on the bit. Unless…
Because the bit is taking smaller bites instead of the larger load of a full slotting cut, you can go much deeper DOC and use the whole edge of the bit. I’ve cut 10mm aluminum using trochoidal, and it cut quite nicely without messing up the bit.
They are indeed HSS bits, I guess I wasn’t paying attention to that when I originally ordered them. The remaining ones will be used for plastic cutting and not much else.
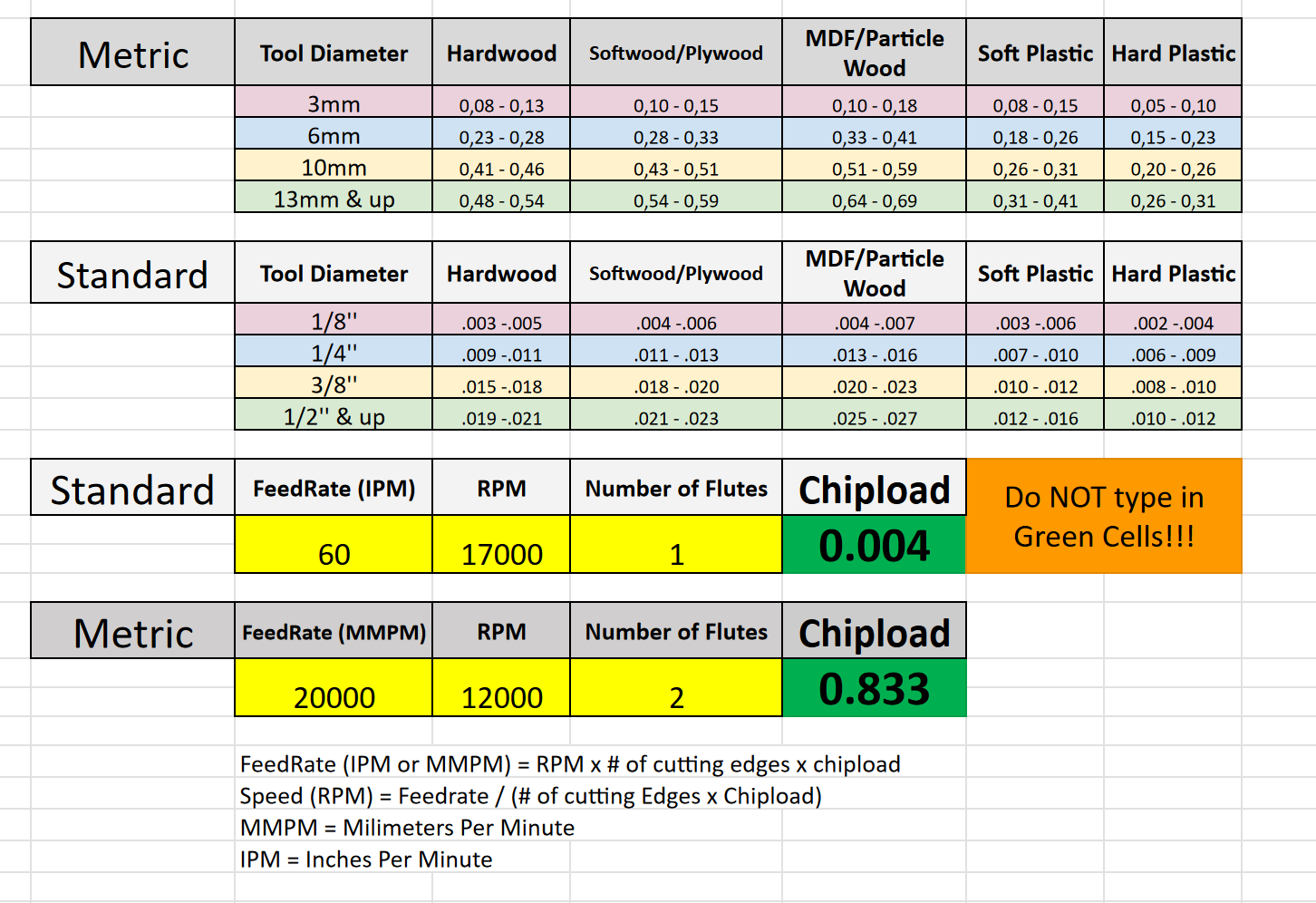
I have this spreadsheet from the internet (I don’t remember where I found it) that I always check to make sure the chip load is within reason. I have tried using FSWizard but it intimidates me so I’ve just been sticking to this simple one.
You’ll probably find in the fine print that the chart is for generic carbide bits. If possible, when purchasing new bits (carbide), see if the vendor or manufacturer has a chart specifically for their bits. Some do, most don’t.
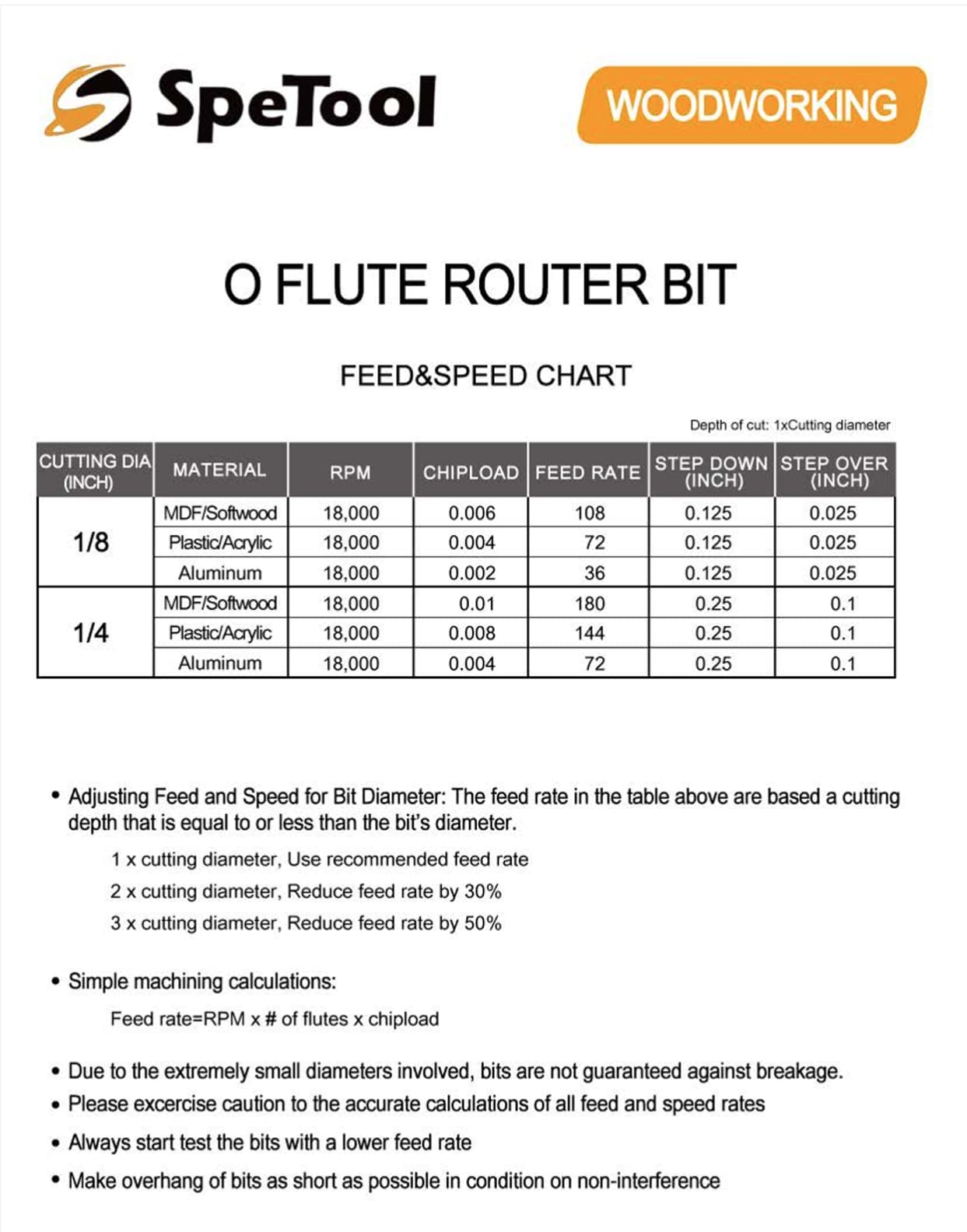
Very true. That info can be very hard to find sometimes. I have gotten a lot of bits from SPE Tool on amazon. They seem to have pretty good info for their bits.