Hello! Thank you for the reply.
I use the Inline commands in Lightburn and a small gcode looks like the one attached.
; LightBurn 1.0.04
; Marlin device profile, current position
; Bounds: X0 Y0 to X59 Y52
G21
G91
; Cut @ 500 mm/min, 50% power
M9
M05
G0X0 Y0 F0
; Layer C00
G1 Y52 F500 I S127.5
G1X59
G1 Y-52
G1X-59
M9
M05 P1
; return to starting pos
G0 X0 Y0 F0
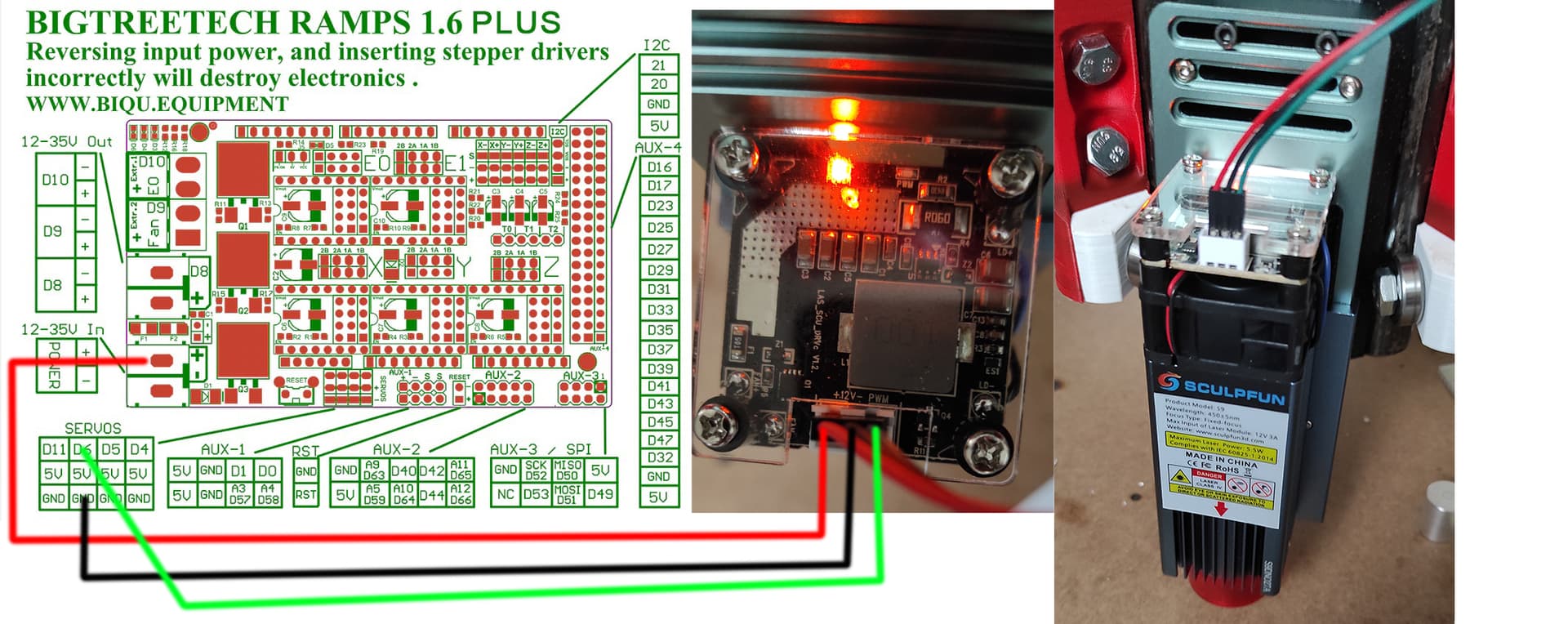
I’m wandering if my connections to the board are good.