I’m not sure what’s going on so I’m starting back to the basics. I have the LR4 setup and it worked fine for 3hrs on a carve, then it just lost position and went back to “X0,Y0” but it was about 1/2" off when it went back. I had no over cuts, no chatter, it just seems to have lost X0 when it went back.
My process was as follows:
Home machine, get to workspace 0 and manually set z to workpiece height, this was done with jogging then sending $bye and following up with G92 Z0 X0 Y0 to get machine and workspace to be 0 where I wanted it.
After that I started the job, it ran exactly as expected for 3hrs, then it went back to start another pass, probably it’s 10th pass btw, and as it was traveling down the z axis, it was off by 1/2" on X- and drilled into the workpiece unable to move because it shouldn’t have been there
Is there a better way, am I doing something wrong or do we think it was a fluke?
Speeds are 80mm/min
Bit is 1/4" upcut 2 flute
material white oak
gcode below HoHoRoughing.NC (541.9 KB)
I cannot see anything you are doing wrong, but it is also not just a “fluke.” This is something you want to track down or it will be extremely frustrating each time a piece is ruined. Something happened.
Mechanical failure. With that big of a change, maybe something got tangled or the router bumped a clamp during a rapid movement.
Stepper driver overheated. Do you have the current set right?
Feedrate set too high for a rapid movement. We typically see lost Z steps for this issue, not X or Y, but this might happen for X if it attempted a rapid movement during cutting.
Bad power supply. This is rare issue.
Take a quick look at the g-code to see if there is any difference between the 10th run and the previous 9.
Some sort of mechanical issue is most likely. Most of the other reasons for lost steps don’t fit as well with your single large slippage or are extremely rare. I suggest you start by rerunning the same g-code with the router off and in the bit in the air to see if you get the same slippage.
I took a quick look at your g-code file. The only time I could find where the g-code returned to the origin (0,0) was at the very end of the file. I don’t know the capabilities of your machine, but you are cutting on 20mm of material at 2000mm/min. That would be too fast for wood on my Primo.
If it did not hot 0,0 at the very end you should have a very noticeable mistake in your actual cut. If you have no noticeable mistake in your actual cut your travel speeds are probably too high and it actually skipped on its way home.
The g-code is in mm/min. While it is possible to output g-code in inches, it is not common on this forum. Note this is independent of the units you use for authoring your cuts. If you look at the top of your g-code file, you will find a G21. That specifies that the units in the file are millimeters, not inches.
In your g-code, you are looking for the F parameter like is in this line:
G1X136.052Y164.462F2032.0
So the feedrate is 2032mm/min, which equals 80 inches per minute (80 * 25.4 = 2032). As for depth, I just looked for the larges negatvie Z value, like in this line:
G1Z-20.998F508.0
So, assuming the reference is the top of the stock, you are descending to -21mm, making the stock 21mm thick.
That’s the total depth, but it’s making it in multiple passes.
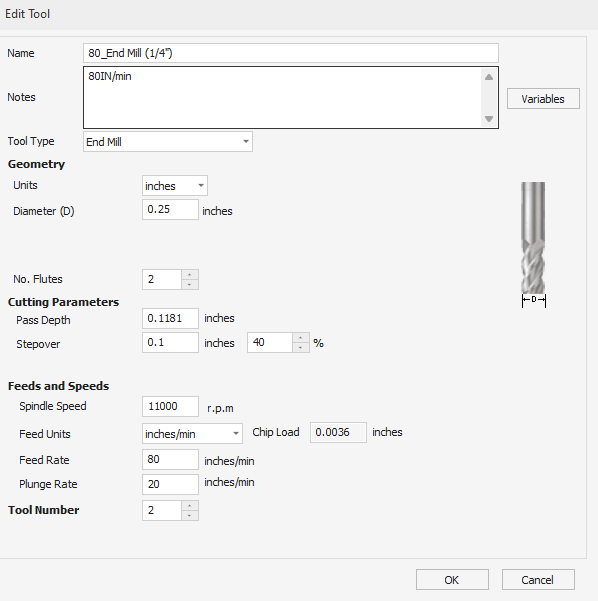
The settings screenshot shows 0.1181in per pass, which is 3mm DOC per pass. So it should be 7 passes, which is what it shows when I load his file in ncviewer
That’s not to say whether it is or isn’t too fast… I don’t know.
Just that his settings are 2032 mm/min (80ipm) at 3mm DOC
I think it was too fast, it cuts almost fine in pine, but Oak is too hard.
I started a run in Pine 2x4’s this morning and it was running very smooth until about the 5th pass, then it hit a small snag and was about 1/8" off.
I couldn’t see that in the oak though, it must have happened in an eye or something where it got stuck. I spent so much time trying to find it then thinking “if it didn’t get stuck or get off path, how then” I didn’t even consider it skipping steps when it was homing, i did crank that up so I’ll reduce that too
That’s the total depth, but it’s making it in multiple passes.
In theory, the 7th pass should be just as easy as the first. This has not been my experience. Early on (Burly), I tried making things out of dimensional lumber (roughly 27mm). Things were failing at settings that worked just fine for thinner stock. I had to do a roughing pass and slow down in order to get consistent results in the thick stock. My theory is that either my machine at the time was not trammed or that the longer cutter was deflecting. Both would cause some cutting on previous layers resulting in heavier loads with each increased pass. I’ve not made anything from thick stock since I updated to a trammed Primo.
I saw you’re running 2000mm/min what speeds are you running on the router/spindle? At 2032mm/min I was getting hung up somewhere, I didn’t have hardly any chatter, I know the goal is none but I’ve had the LR3 cutting with way more chatter and still didn’t miss a step.
Trying to see if I have belts loose, misaligned or something else in terms of my ridgity is going on. Also to note, my LR3 never had struts except for 1 at the last cut it made.