I’m doing my first carve and it’s working really well, that said I don’t want to continue operating like an idiot if I am, since I am very new to this milling process!
It’s going well but and it might just take this long but 13hrs for this might be shorter with your guidance!
I’m using 5/8" thick 10 inch circle hobby board and doing a inverted carve, leaving the letters sticking out and the back of the board carved down.
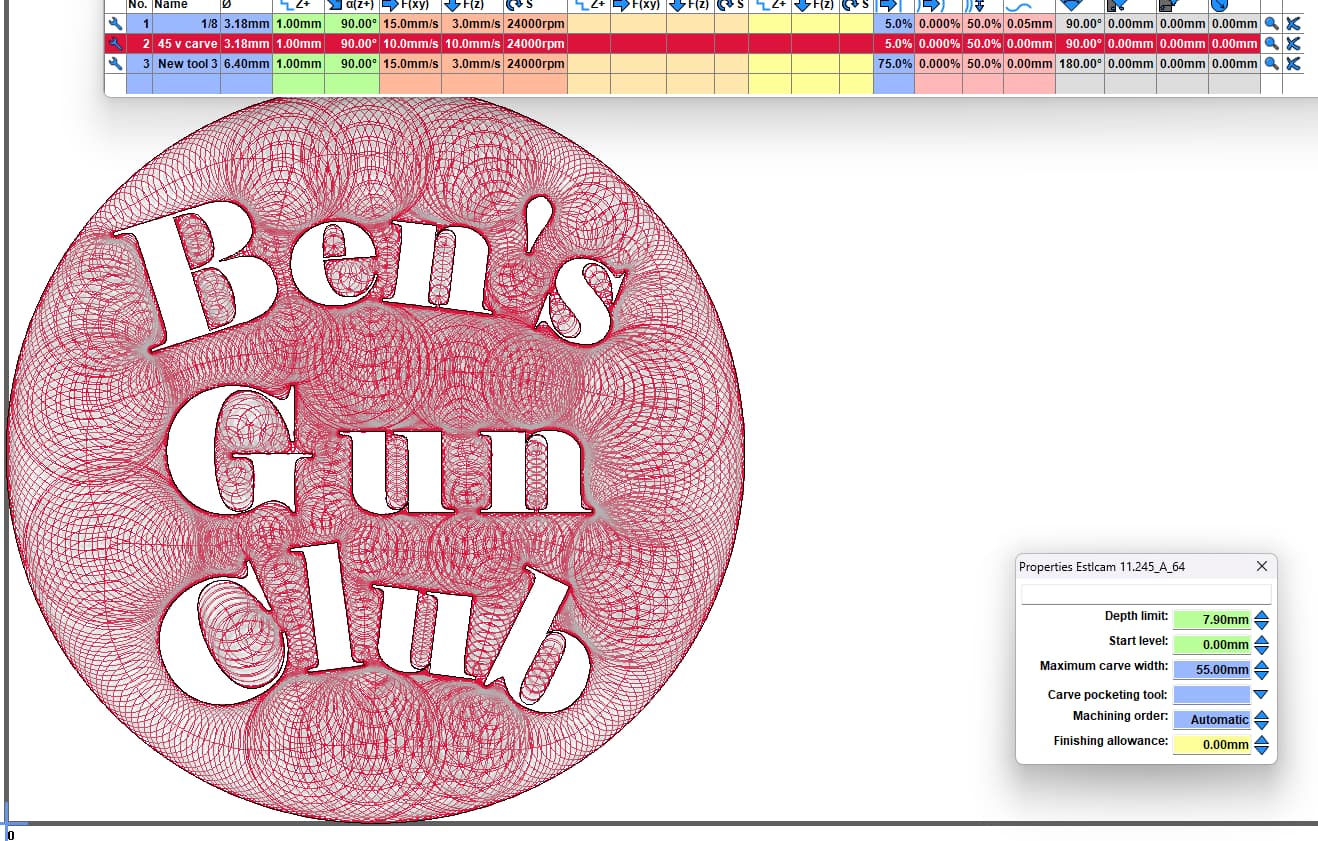
I have the 1/8" 45 V bit from Ryan and here are my estlcam settings
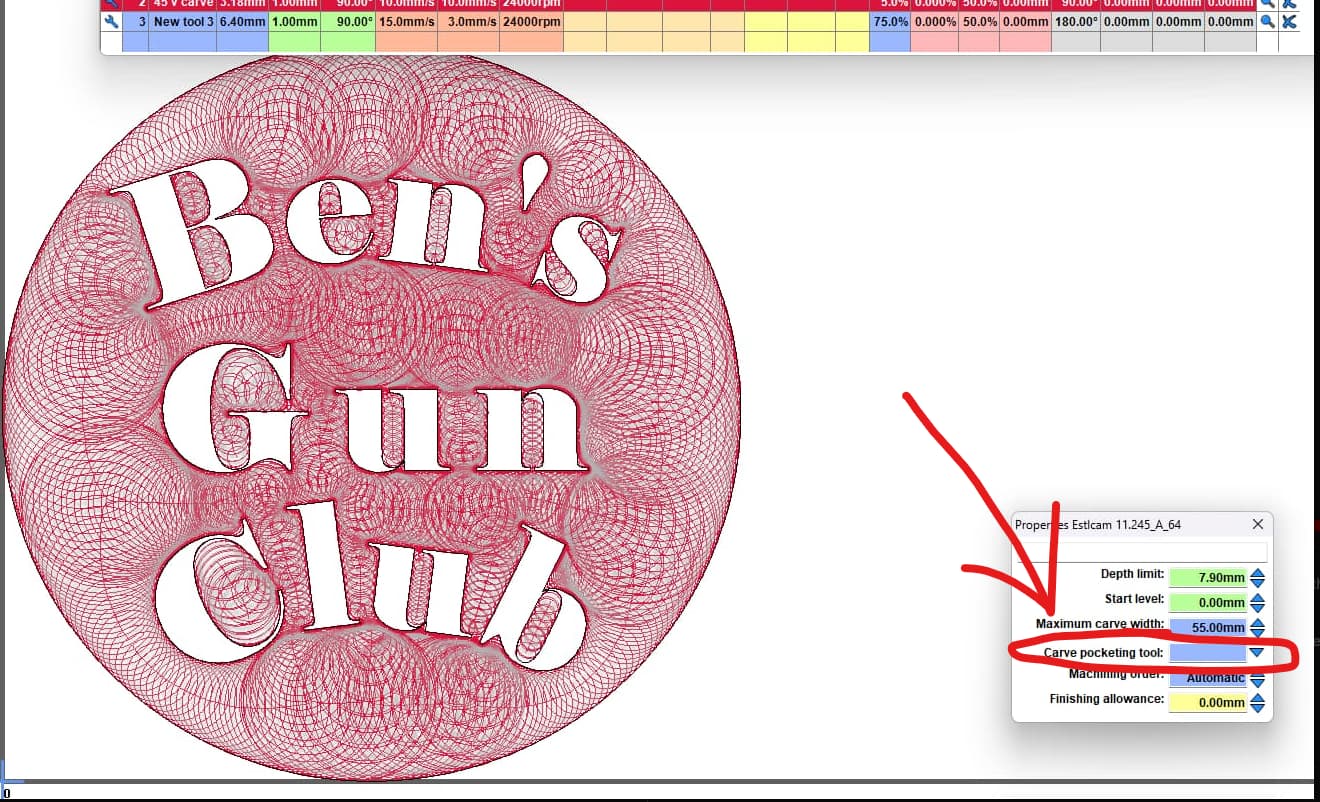
Are you going to do a tool change and use a larger flat bit for the pocket and save yourself 80% of the carve time? In the pocket tool portion of estlcam (blank in your photo):
That’s what I was missing!! I need to learn how to setup the tool change and then do one!
Question about that, how do you make sure the lowrider doesn’t accidently move when changing tools? I noticed yesterday switching to the vbit it moved on the y axis about 30 mm when tightening.
I pocketed foam all last summer and was nervous about that exact problem, so I hacked the gcode once generated. I manually found the tool change and split the file into pocket and carve. copied the end code and start codes to be the same on each file and dropped the pause command so they could run separately and zero and home operations could be done for each to make sure the tool change was correct. Probably not the most efficient way, but when I cranked out 12 of the same thing, I would run pocket, (tool change) carve, switch work pieces, run carve, (tool change) pocket, work piece change… and it worked beautifully with the mount jig I put in place. It was cutting 2 times before a tool change and that saved half of the tool changes… cause I’m lazy like that.
it would be cool if estlcam would generate separate pocket and carve files for me, but it wasn’t terribly difficult to split them.
You may need to up the holding current on the steppers if it is moving when changing bits. I found my steppers need more current than the default settings to stay put when I was changing tools.