I’m banging my head against the wall here, I have tried fusion and Estlcam, with most success from EstlCam.
But I feel like I’m dead in the water here. I am trying to do a carve from an STL. I have successfully completed the roughing pass about 5 times, but when I switch to the finishing pass and finishing bit, it seems to lose it’s mind.
My last try seemed to be on track, but then the bit hit something it was supposed to go up and over and trashed it.
I’m roughing with a 1/4" 2 flute upcut spiral, and finishing with a 60 degree V bit.
I acknowledge this is probably way out of my depth but unfortunately that’s how my brain works, fight through the hardest parts and then the easy parts seem easier to understand.
Question is, does anyone have any idea where I’m going wrong.
I’ve tried the following settings with the best luck, but finishing pass always starts off in the wrong spot, or when I try to seperate them, it seems to get started ok, then about 10 full line movements in it decides it’s no longer in line and hits something on one of the edges.
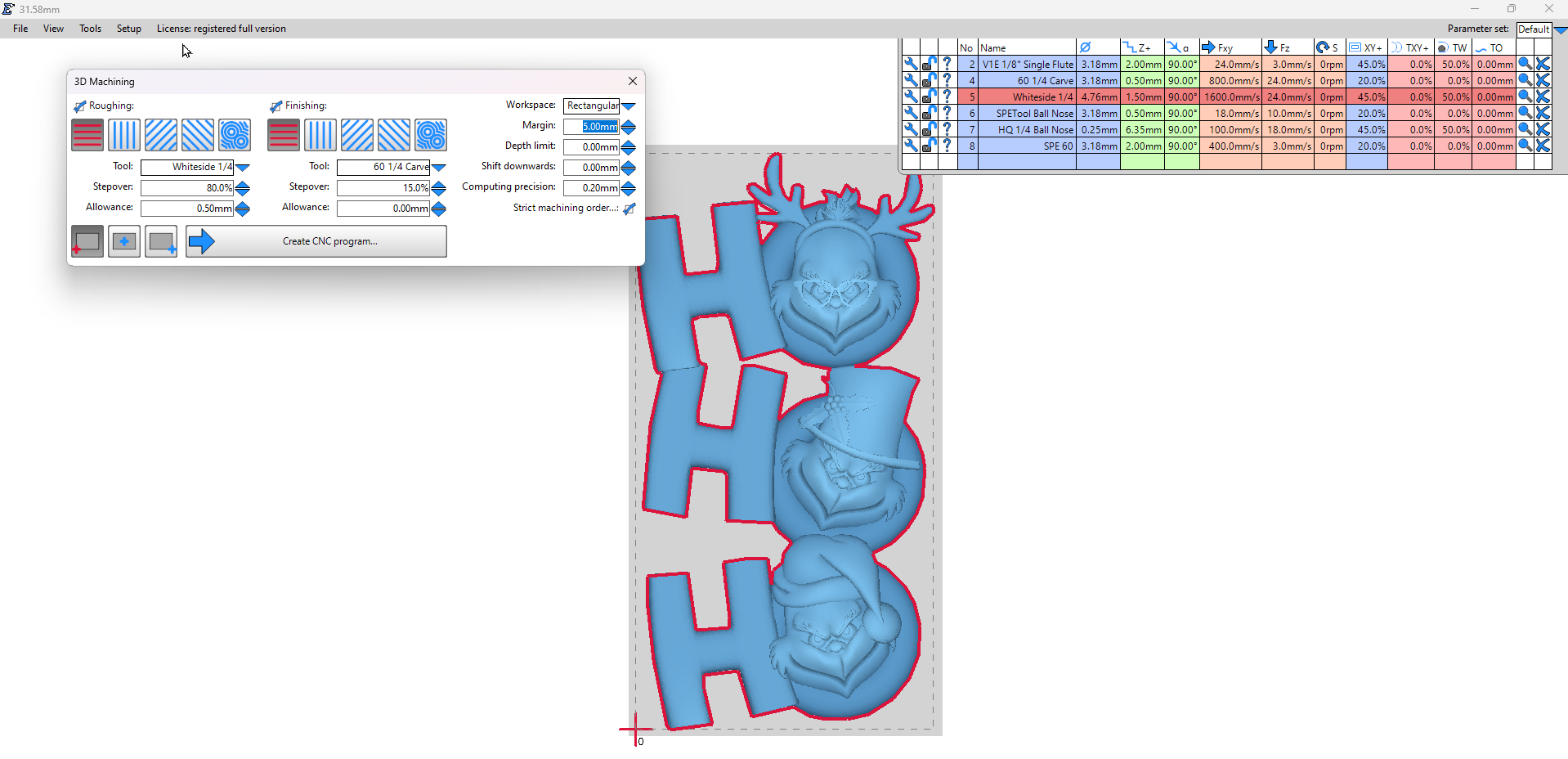
My quick take is that the finishing stepover is too big for a any V-bit, 3.18 dia. x .15 (15%) = .48mm step over/down. I’m far from an expert, but even 5% (3.18 dia. x .05 (5%) = .16mm) might be on the coarse side. A taperred ballnose would provide more tip surface and better blending between paths.
What does that look like (image)?, it implies a lost/changed origin point.
…Your tool list has a 4.76mm diameter for the ‘Whiteside 1/4’ tool, 1/4" = 6.35mm. The ‘60 1/4 Carve’ tool implies 1/4", but it is listed as 3.18mm (1/8"). Your 24mm/s Z feedrate is really slow.
Thanks, i’ll get some pictures posted, As Dave mentioned, I think i misunderstood the step over on the finishing pass, I thought it was going to make multiple passes and do 5% over each one, it appears it’s doing one pass and doing 5% over the roughing?
First off I would edit your speeds there. 1600mm/s is faster than any machine is ever going to go lol. But that means its trying to go the firmware max and thats probably way too high for those bits.
Also I agree that a ball nose will leave you a much better finish than a V bit will here.
Also I believe you were the same member on the other thread that was trying to do hard wood with no struts and a loose core? If so make sure you have installed all of your struts now and have your core tensioned properly. If not, then please excuse my poor memory
PLEASE take video when you do!! I want to see that!!! For what its worth I surface my entire table at about 30mm/s with a 100 mm/s rapid back to the other end and that looks crazy fast on a full sheet machine lol
Yeah everything there is listed as mm/s not mm/m. Makes a big difference. Very easy mistake to make for sure. Wait till you think you are putting mm/s and it’s actually mm/m. You’ll think the gcode crashed because it’s moving so slow you can’t tell it’s moving lol