So I have a probe set up, it functions as expected. The probe command on the FluidNC WebUI works as expected as well, but…
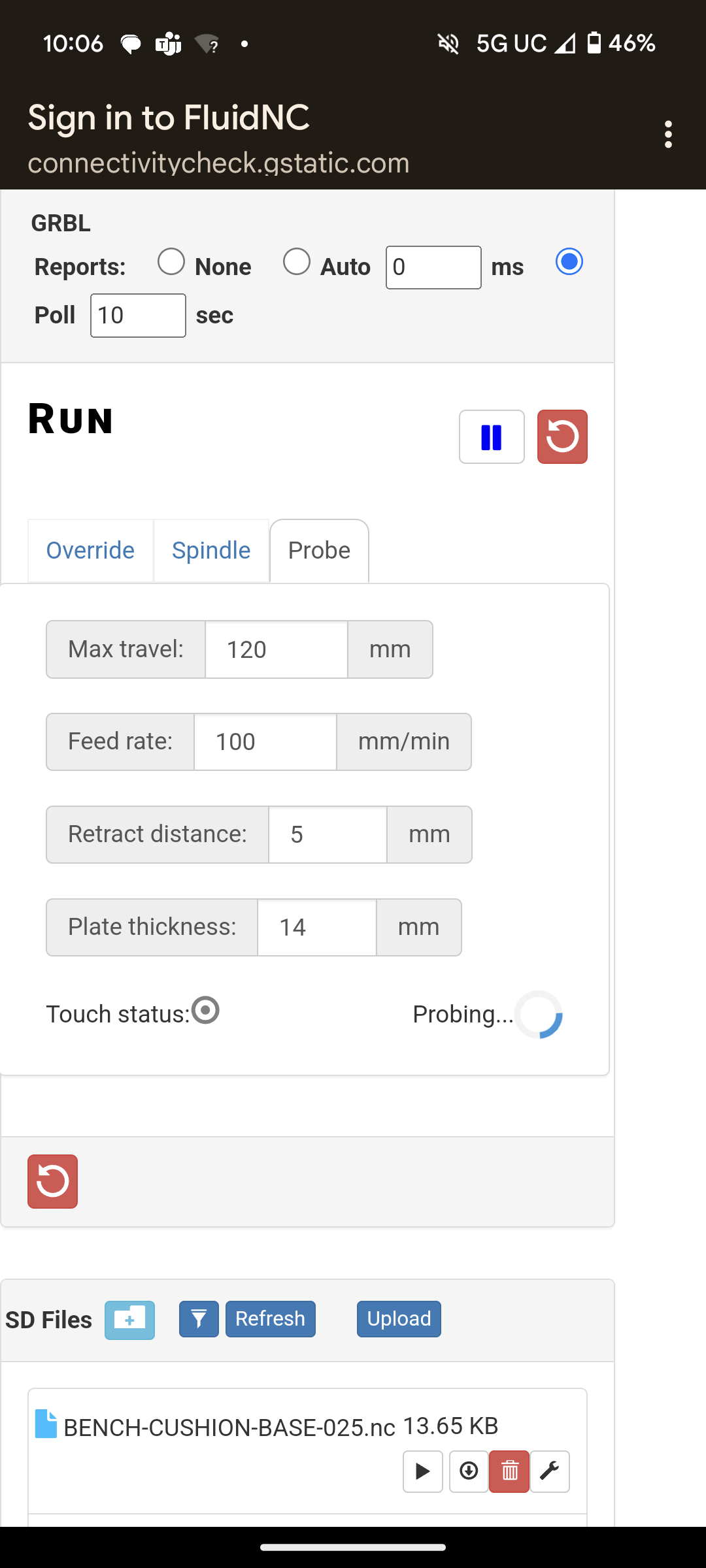
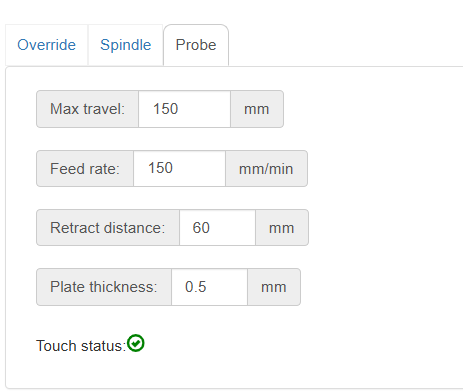
I have my probe height entered (14mm)
I have my retract distance set to 5mm.
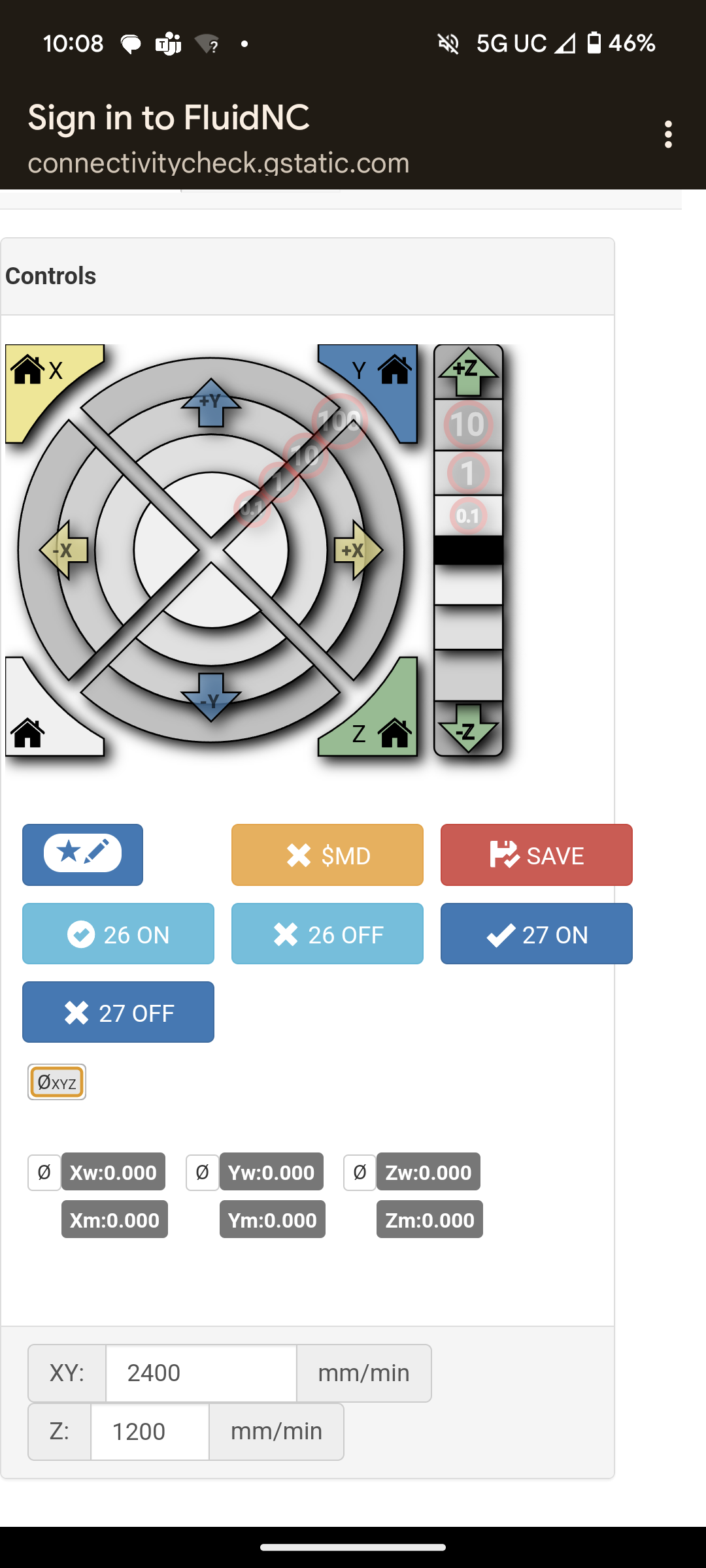
I home the machine, move to my intended 000 and set. Then It probes as expected.
However when I run the program, the program is running high in Z. And I am unsure if it is high by 5mm, 14mm, or 19mm. I guess I could measure, but would really like to understand what step I am missing. I’m assuming (first mistake) that the probe is a macro command, and should set the proper 000, after probing, before I run my program, is that now the case?
What program are you using for CAM to generate the Gcode?
Consider zipping your Gcode file and attaching it.
Also, please confirm, are you using the WebUI probe option built into the interface? As opposed to a script you’re launching as a macro?
The built-in one should zero on the probed contact point, but it also has a feature to offset by the thickness of the touch-plate used for the probe operation. How thick is your touch-plate? And do you have that offset value inputted/stored?
Measure, it will probably tell us what you have wrong.
19mm high: after probing and retracting, look for a G92 Z0 that might or might not also set X0 and Y0. Change CAM start code (most likely culprit) G92 and remove the Z0 from it.
14mm high: likely the probe is setting Z=0 on contact. Something missing from probe definition.
5mm high: setting Z=14 but after retract. Either add M400 (wait for action to complete) before / after the probe action, or accept it all and have it set Z=19.
I am using the built in probe macro on the WEBUI interface with the jackpot board. I have all the probe values entered into the macro interface.
I am using Kiri:moto to create my G-code.
The probe I am using is 14mm thick, and I have entered that offset into the built in macro.
I also have a 5mm retract distance set for after probing.
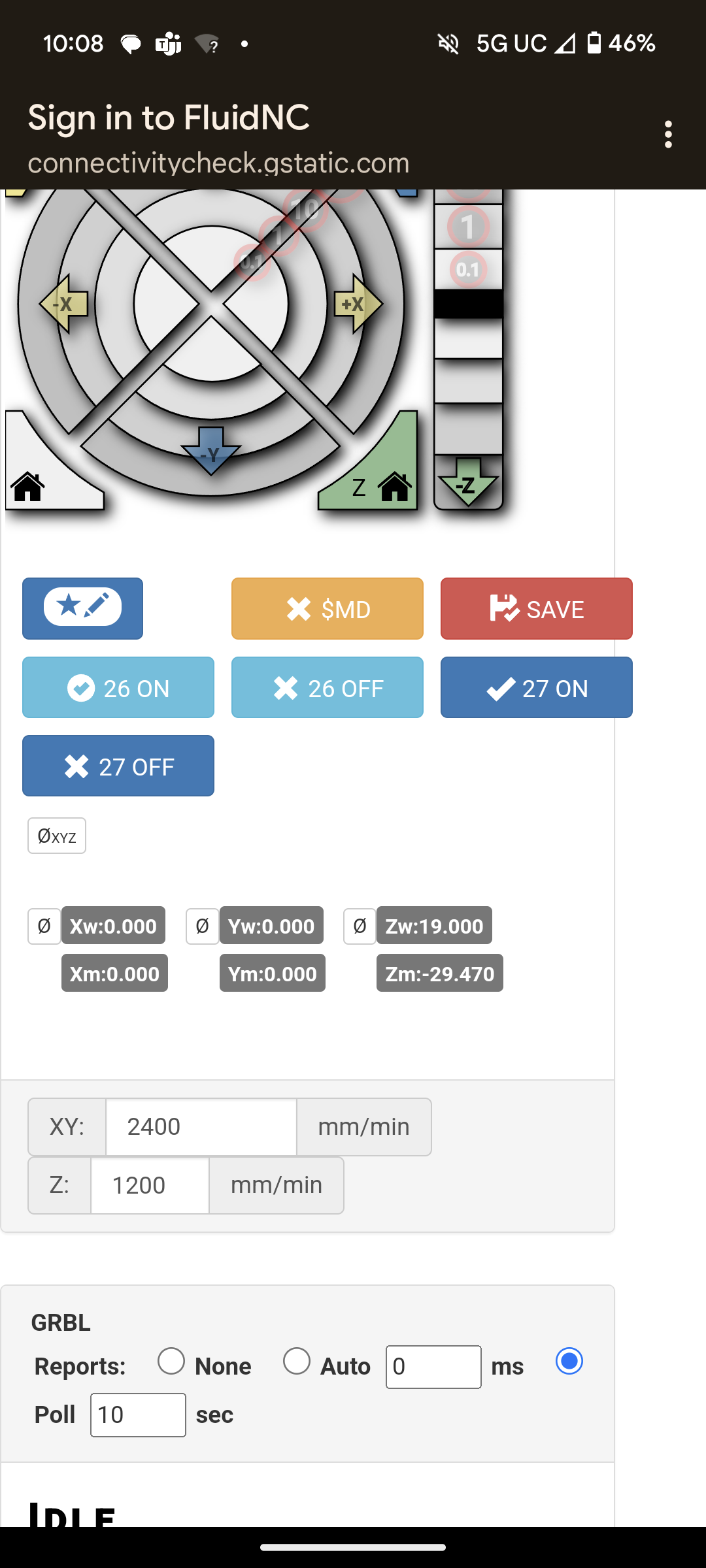
Based on my measurements, the program is running 19mm high, meaning that the WebUI probe macro must not be setting the correct Z0 when the probe is contacted, and is not accounting for the 5mm retract or the probe thickness even though i have entered it into the macro.
The G-code i am generating should not make any difference here as i do not have the probe function built into my code because i want to take advantage of the automatic probe macro built into the WebUI interface.
Ill take some pictures of what i am experiencing, and upload one of the G-code programs i have been running, I have been using a feeler gage to get Z0 since I have not had time to dig into the probe command issue.
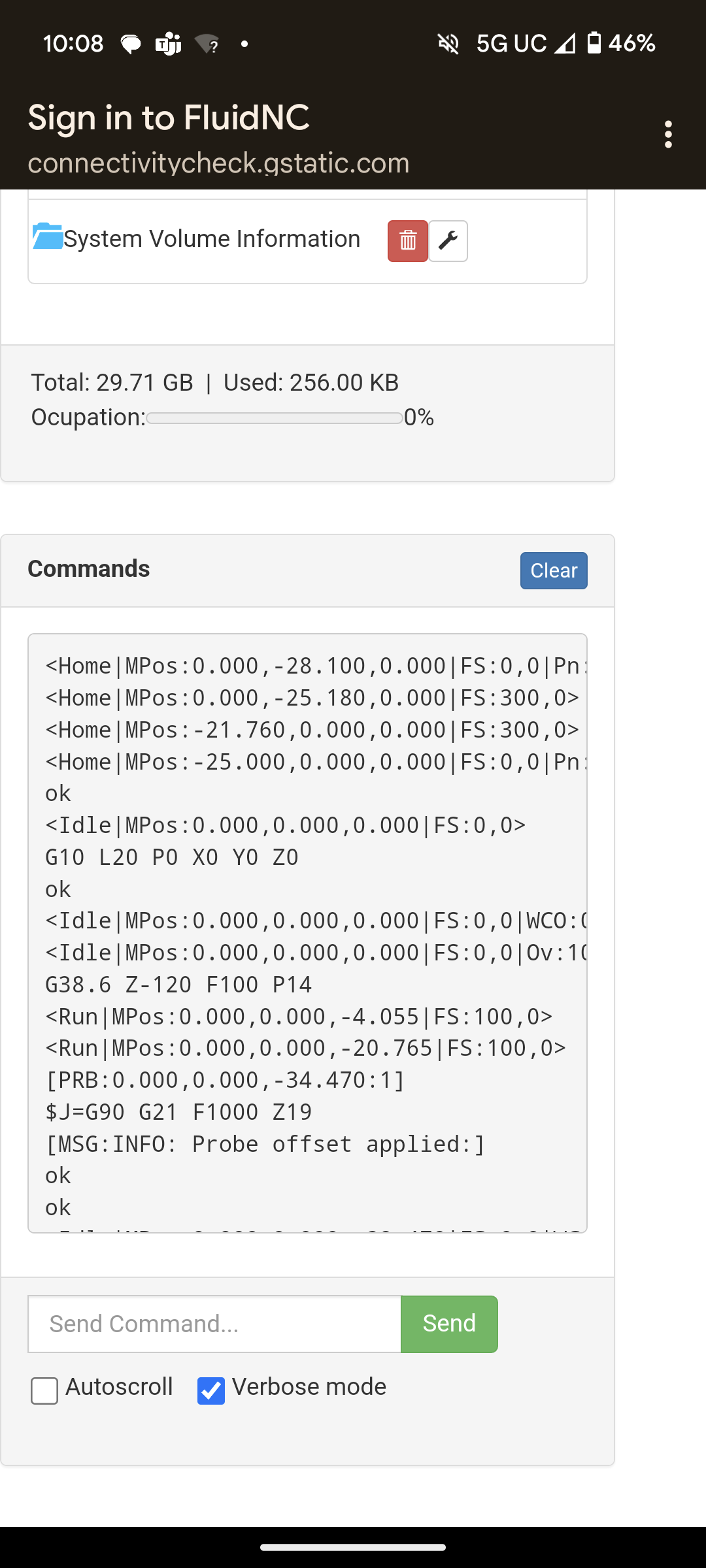
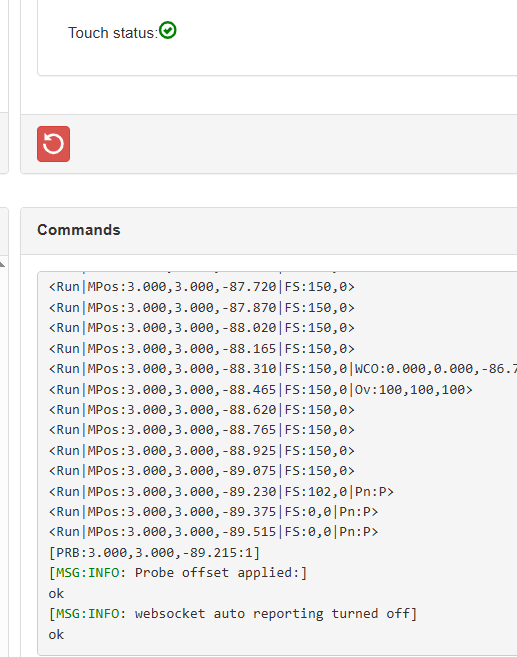
I think your best bet here might be to clear your terminal in the WebUI, then run whatever you did in this case to probe, and paste the text in here of all the commands that are run leading up to starting to run the file.
So funny thing, it appears to be working now… The only thing I may have done differently is set 000 after homing all axis. then preformed the probe macro, and i now see the 19mm indexed for location on the Z axis…
Tomorrow when my family is not sleeping ill double check and run an actual program.
im having play round with the webui probe tool
no file loaded just seeing how it works
put numbers in preference and saved
it Probes as should and stops
Q
should it do off set when stops or will it do this after you say start load file as it dosent retract after connecting with touch plate