I have been printing the parts for my lowrider2 and have some problems with retraction. The infill I chose was cura cubic sub-division at 30%. After switching to a filament that doesn’t break, some parts need many retractions which flattens the filament and then cause jams in the bowden tube and stops extruding.
Changed to zigzag and set max retraction count to 2 per 10mm of filament. Also checked “connect infill lines”. That seems to be working so far.
Printer is Ender 3 Pro and filament is Prusament. The problem filament was solutech which broke often causing transparent parts.
Are there any recommended slicer settings? To maybe cut down the time consuming trial and error?
Ender 3, I had ok results with retraction distance set to 4.5mm. The plastic swells up when it gets warm and is you pull it back too far, it WILL get stuck in the bowden tube.
That said, if you just can’t seem to get the retraction right, it may actuary be heat creep. I found once that any retraction at all goofed me up. Turns out there was a bit of dust on the hotend fan and it wasn’t moving enough air to keep the filament cool in the bowden tube, so every retraction was a jam, more or less.
I recently suffered through several attempts to print using Solutech PLA. It was so brittle that it often broke during the print and sometimes while the printer was idle.
I had good results with the first reels of solutech i bought shortly after getting the ender3 pro. So i bought a box of 8 different colors for a good price. so far, every roll in the box has cracking issues. bought some prusament and it seems too soft to survive many retractions. going to suffer thru just to use up this bad bunch of filament and then try something else.
Here is what i have observed and discovered after teardown on the HotEnd and extruder.
When the filament gets too many retractions too close together, it crushes the filament causing it to be wider at that spot. some spots were over 2mm wide. when that spot makes it into the bowden tube it rubs against the sides causing friction. when that happens several times in a row there comes to be many wide spots in the tube causing an increase in friction. eventually the extruder can no longer overcome the friction and it starts clicking. at that point filament stops feeding.
Some slicer changes i made to reduce retractions.
Switched back to cura where there is a “max retraction count”, i set that to 2 (default is 100). its the number of retractions allowed within a “minimum extrusion distance window” which defaults to 10mm. there will be some extra stringing, but that’s better than having to scrap a half printed part and start over. i couldn’t find matching settings in prusa, if they are there, let me know what they are called.
also changed to zig zag infill and checked “connect infill lines”. this causes a near continuous infill extrusion eliminating the need for retraction at the ends of a run. not all infill patterns honor this setting as i found out by looking at the layer view.
Have you tried Linear Advance? I’ve found that good L.A. setting allow me to lower my retraction distance a lot. But, I’m using a direct-drive extruder, not a Bowden setup.
There is also the speed drive on thingiverse. Somebody remixed it into speed drive mirror, so the motor hangs to the front.
The original was designed to minimize some sort of inertial forces, so it hangs the motor off the back and you lose some x travel. The mirror gets that back, but also makes it a little challenging to load new filament. I need to put a mirror out something on that shelf, lol.
This is the mirror, the original is linked in the remix reference.
Cost of the print and a little extra wire to extend the extruder connection, reuses all original hardware.
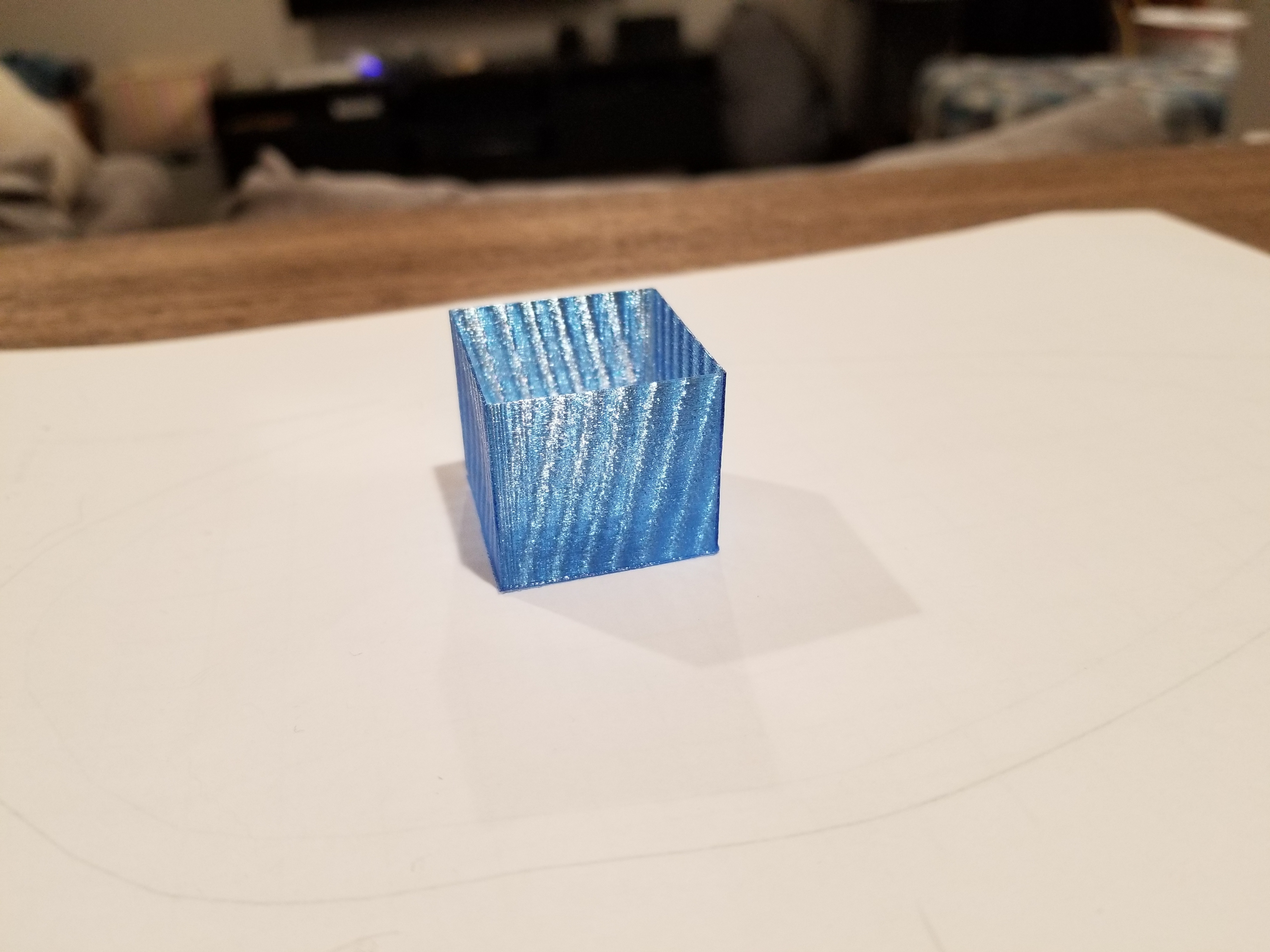
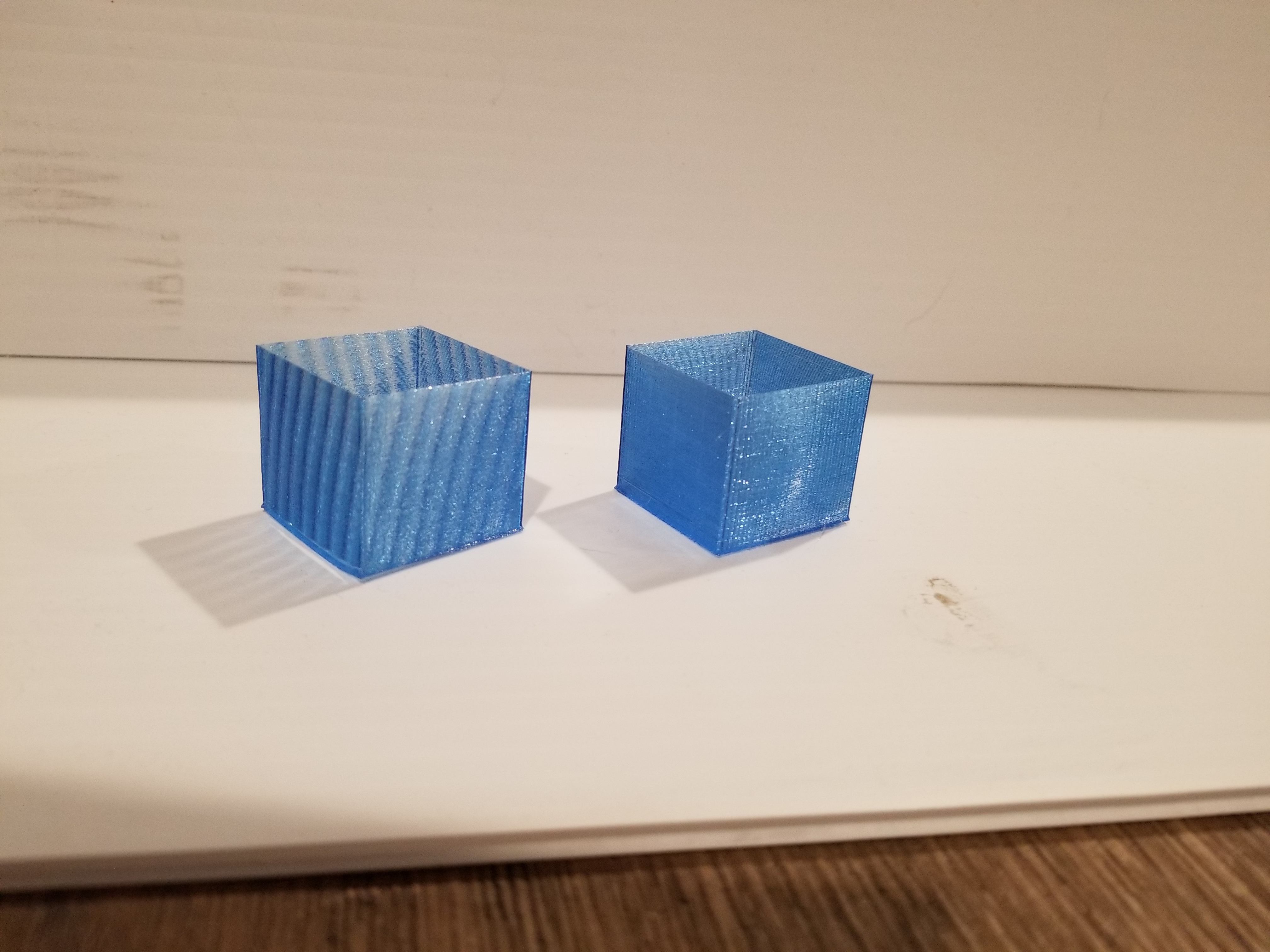
I’m using the Prusa R4 extruder on an i3 Mk2S clone running a RAMPS 1.4 board with A4988 drivers. The extruder uses dual BondTech style gears to drive the filament through an e3D V6 hot end. I was getting regular pulses of alternating over- and under-extrusion with the standard .7 volts vRef which resulted in a moire pattern in prints like this test hollow cube.
I’ve lowered the vRef several times since that print. I’m now down to about .45 volts vRef, which translates to .9 amps on the extruder stepper. I think I may go down a bit more. Interestingly, lowering the amperage hasn’t impacted the maximum volume I can put through the extruder.
This was tricky to figure out, as my E steps/mm were confirmed as being right-on by measuring 100mm of filament input for 100 mm of commanded movement, but parts still came out off of dimension due to the pulsing, which isn’t nearly as visually obvious on irregular shaped parts.
If you’ve gotten all the elements from @vicious1 and are using his controller and firmware, you don’t need to worry about most of the following. But, if like me, you’ve sourced bits and pieces from different places, taking the time to get the right current for your stepper drives is worth the effort.
I know this is the LowRider forum, so this will be my last post regarding 3D print quality. If anyone has questions for me I’ll start a new topic in a better locations. I’m replying to my own post in the hopes others may find it helpful. I’ve just realized a chain of assumptions has bitten me in the *ss.
Quite some time ago, I set all the stepper drivers on my home-built Prusa i3 R2S clone to the same vRef, and now I understand why I’ve been chasing my tail trying to get things dialed in. Last night I tried tuning things by the seat of my pants and got much quieter overall operation, but started getting layer shifts, which I’d never seen on this printer before. I decided it was time to research and solve this problem once and for all.
I didn’t just have to lower the vRef for the extruder. All my vRef’s were around 3x what they should have been, leading to hot steppers and very noisy operation. I thought I had a growly bearing on my X axis but was too lazy to break everything down to replace it. Now I’m glad I didn’t. Tuning the vRef completely eliminated that noise.
I had originally set driver vRef’s based on a “rule of thumb” that the vRef in volts should be 2x the desired amperage. Turns out that applies to DRV8825’s, but I’m running (probably clones) of A4988s. The proper vRef for A4988’s depends on what value resistors the manufacturer uses for Rs1 and Rs2. Also, I’ve got a mix of motors that have different current requirements, so I need to tune for that too.
Spent some time with the Stepper VREF calculator and now I’ve got much more confidence that I’m in the right current ballpark for all my axes. Motors are cool enough to touch, and print results are vastly improved.
I also need to replace the V6 hot-end fan cause I poked my pliers in the wrong place and snapped a couple of blades off. That will reduce vibration even more, as will snugging up the zip ties on the linear bearings.
getting back to this lowrider build after some unfortunate delays…
I modified the ender 3 to dual gear direct drive and found that the hot end was never assembled right. the nozzle and heat break tube were never touching which caused a lot of oozing filament. all is good now.
however the parts that i printed using the brittle solutech filament in oct/nov have cracked… so i will reprint then with pursa pla or asa.