I want to recess a rectangle in piece of 16mm thick material to a depth of 12mm.
I want to have a rounded bottom corner so I would be using a 10mm round nose bit for the outside shape.
I would need the bottom to be nice and flat, so I want to use a 6mm endmill for that part.
What steps should I take to produce what I want? I have tried a few times using Estlcam 12.064 and the results (on the screen) are confusing.
I am not an EstlCAM master, but the way I would approach it is:
- select the 10mm round nose tool
- select the “Hole” toolpath operation
- Click your rectangle drawing to create a hole tool path
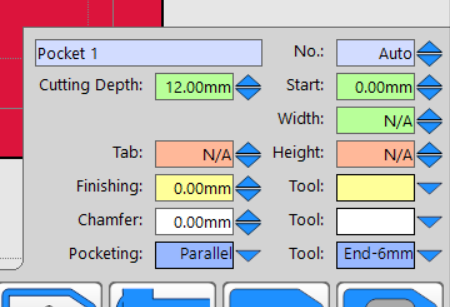
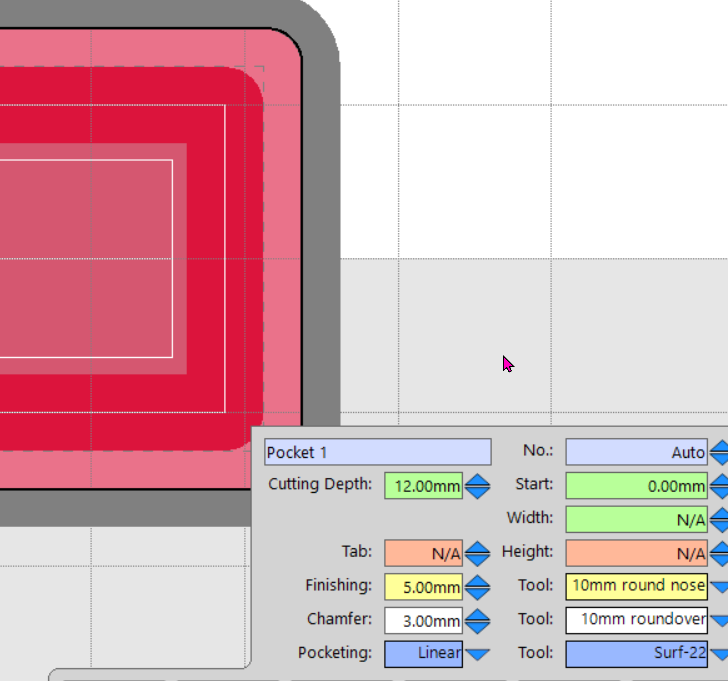
- In the bottom right on the toolpath settings, click the “Pocket” function. This should cause it to clear out all of the material
- In the toolpath settings, set the “Cutting Depth” in the green box to 12mm
- in the tool path settings, on the “Pocketing” line, in the blue box all the way to the right labeled “Tool”, select the Pocketing Tool to be your 6mm flat end mill.
I think this should give you what you want, but don’t know for sure if it’s the best way to do it.
If it doesn’t look right, post your setup and maybe the generated gcode.
1 Like
Thanks Mike,
I have only tried that on the screen, and it didn’t appear to be right, so I will setup a test piece and try it out before destroying my job.
I tried it out again on the screen, and the 6mm endmill is not being selected for some reason.
The 10mm round nose tool is the only one being used.
strange. Maybe something for @christian-knuell to look at.
I have not actually cut anything with pocketing tools in EsltCAM so I don’t know if that’s a new problem or if it’s a config thing
I’d do it with the carve function with the ball nose as your primary and select the flat end mill as pocketing tool. Select the rectangle and make sure the green arrows point to the pocket area. It will do the rest. Adjust your radius of cut as needed for the pocket.
I tried that as you mentioned, but it didn’t work for me.
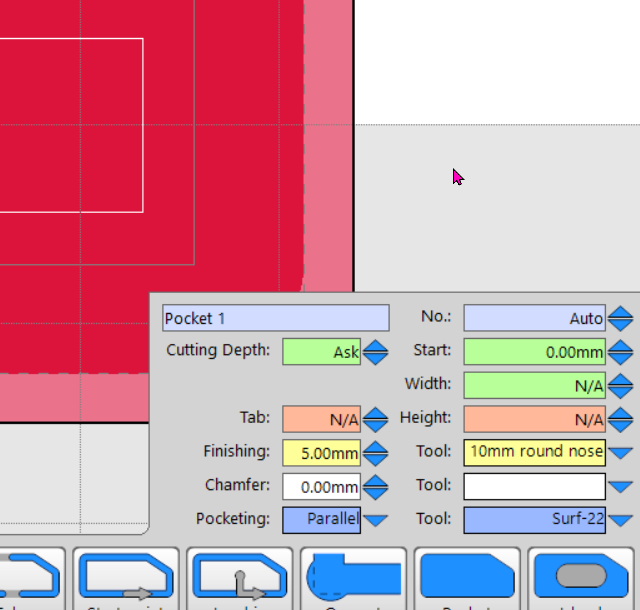
I tried another method of doing the pocket with a larger tool and then finishing with the 10mm round tool. It seems to work out Okay on screen, and the time has reduced a very lot also.
I will try it out in daylight, just after midnight here is AU
not sure exactly if this matters, but I notice you are not using Linear pocketing
Maybe this is affecting what you are seeing
OI! will give that a shot also, I was not aware of that, more things to try out.
I also thought about giving the top edge a round over, but to do that I would have to re=draw the CAD file to have radius corners to suite the 10mm round nose cutter. Then I would use a round over bit and an engrave to make the move. I am not sure if I should use on centre or inside for the engrave. I guess I could use inside to start with and see how it turns out and if not as wanted I should still have a bit of meat left for cutting on centre
You can do your round over with the chamfer section and do it all in one path I believe
I thought about that, but wasn’t sure on how to use it, so I tried with a separate process that seems to work on screen. I will try what you have stated as well and see how it goes.
I have tried it on screen and it seems to wok fine.
It is a bit too late to go to bed now (4:56am) and too early to make noise in the workshop.
But I learnt a lot this session. Thanks guys.
1 Like
I tried it out as you suggested Mike and it works for me well, thanks.
2 Likes
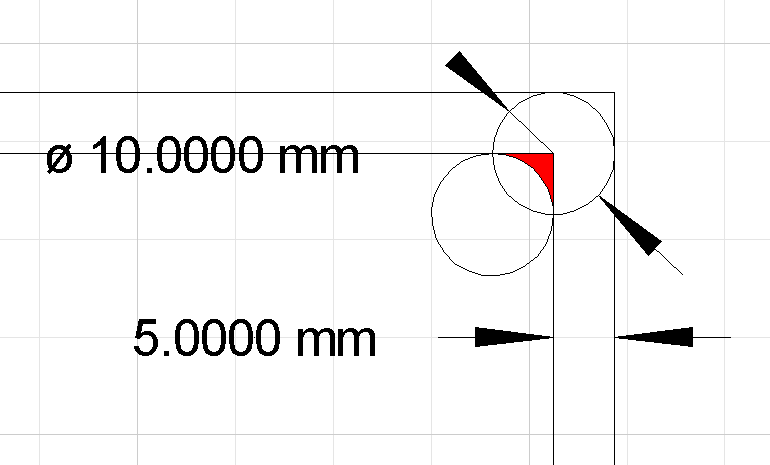
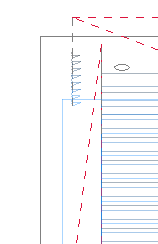
What does preview look like and what is your ballnose stepover? This could be clueless, but I think the 10mm ballnose will be cutting part of the flat, the part that the 22mm flat tool cannot reach. I think a 10mm flat pocketing tool will be needed to avoid that… Even that will leave corners that need to be cleaned up with the 10mm ballnose.
1 Like
Yes I did think about that Dave, but not having enough tools at present and wanting to find what works I used in simulation what I had. Thanks for pointing that out though, but I was aware of that problem. I have a 6mm but that won’t work with a 10mm ball nose, it has to be 10mm or bigger.
Actually I think I have an imperial router bit that is 1/2", that would be closer but still require some clean up.
I do that for the grips of my cutting boards, I create a pocket and just set a finishing pass with half my round endmills’ diameter, in my case 3mm. I have to look at the pocket strategy with clearing endmill though.
1 Like
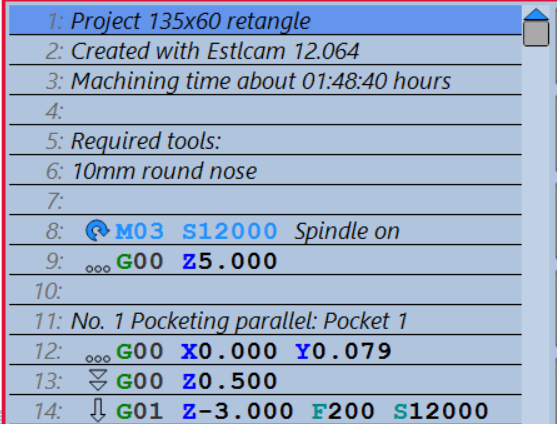
I was wrong about the bullnose cleaning up the flat (only works w/ carve pockets), but I think your starting w/ a 6mm Hole and using that 22mm pocketing tool will work despite the warning. The paths look fine to me using a similar setup; 2 hole, 10 pocket and 6 ball/3mm Finishing allowance.
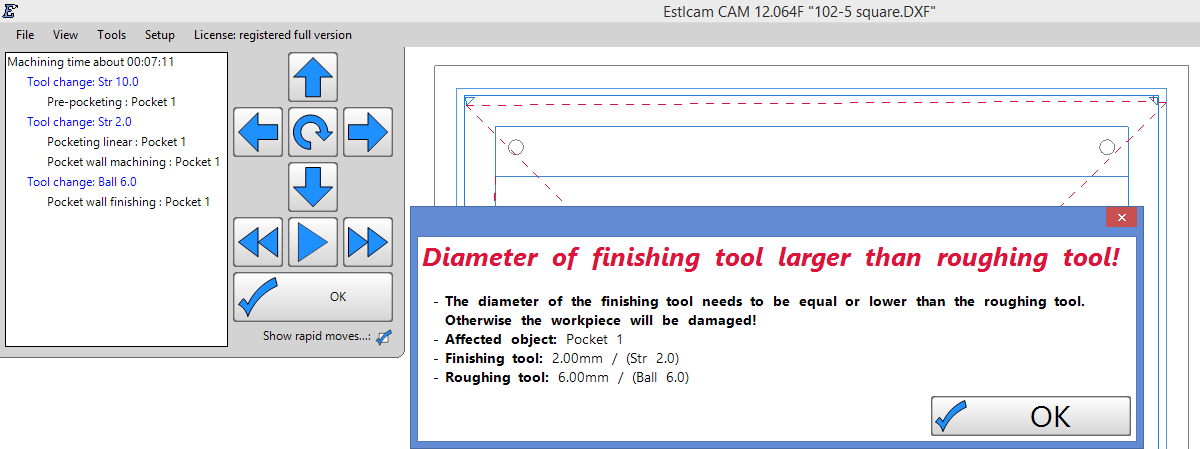
…Damn, always check the Z. The finishing tool path… may be a single full depth cut (leftmost path… depends on tool settings). A 6/22mm (or whatever) Hole/pocket with a no tool 5mm finishing allowance and a separate 10mm ballnose and 10mm roundover Hole would avoid the error message and possibly needing to lower the finishing depth per pass on the 10mm ballnose.
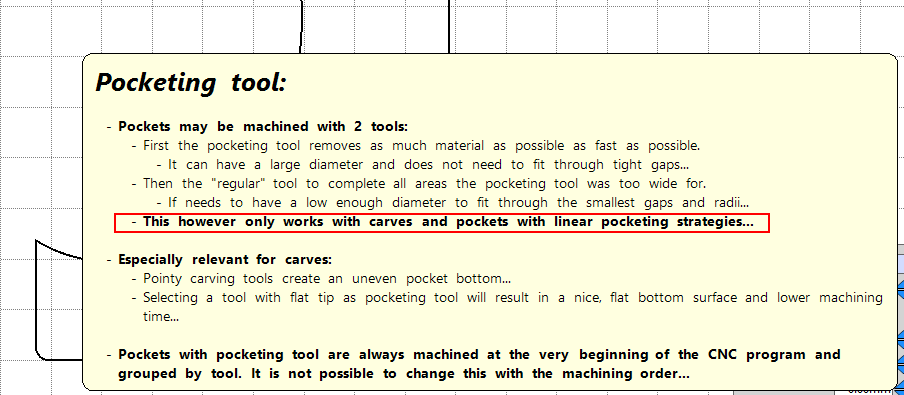
There is much more to pocketing than first meets the eye.
I have learnt a lot from this already and will do a test piece soon before attempting my actual job which is in no hurry. I may even wait until I get some extra tools before I do the final job, but I can experiment on some MDF or foam.
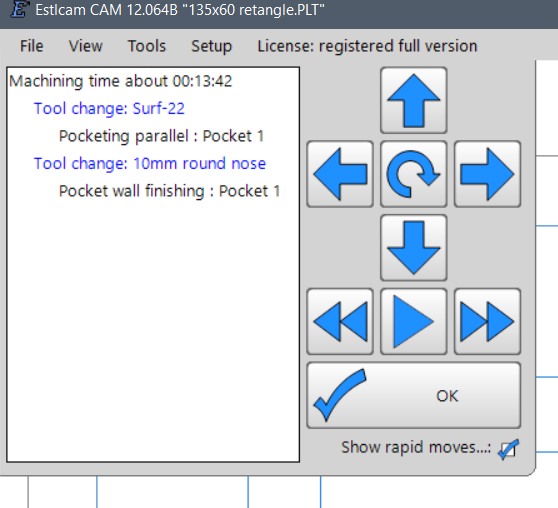
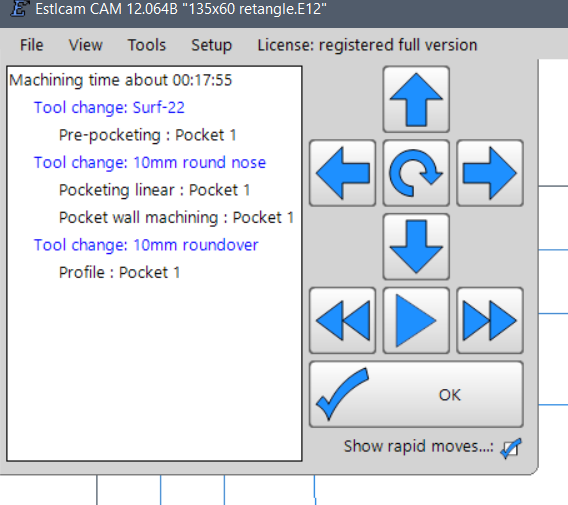
Where does this 14 item list view come from? I’ve never seen it?
It’s a screenshot of the Estcam controller G-code pane. If you have a spare Arduino you can flash it with the Estlcam firmware and try it out.
1 Like