Set it to conventional milling for now as well, not climb.
I tried out all the new settings you suggested - all makes sense to me
The part cut is very accurate now - within 0.1mm (I can probably further improve with better machine calibration)
The pocket however is still coming up about 1mm small:

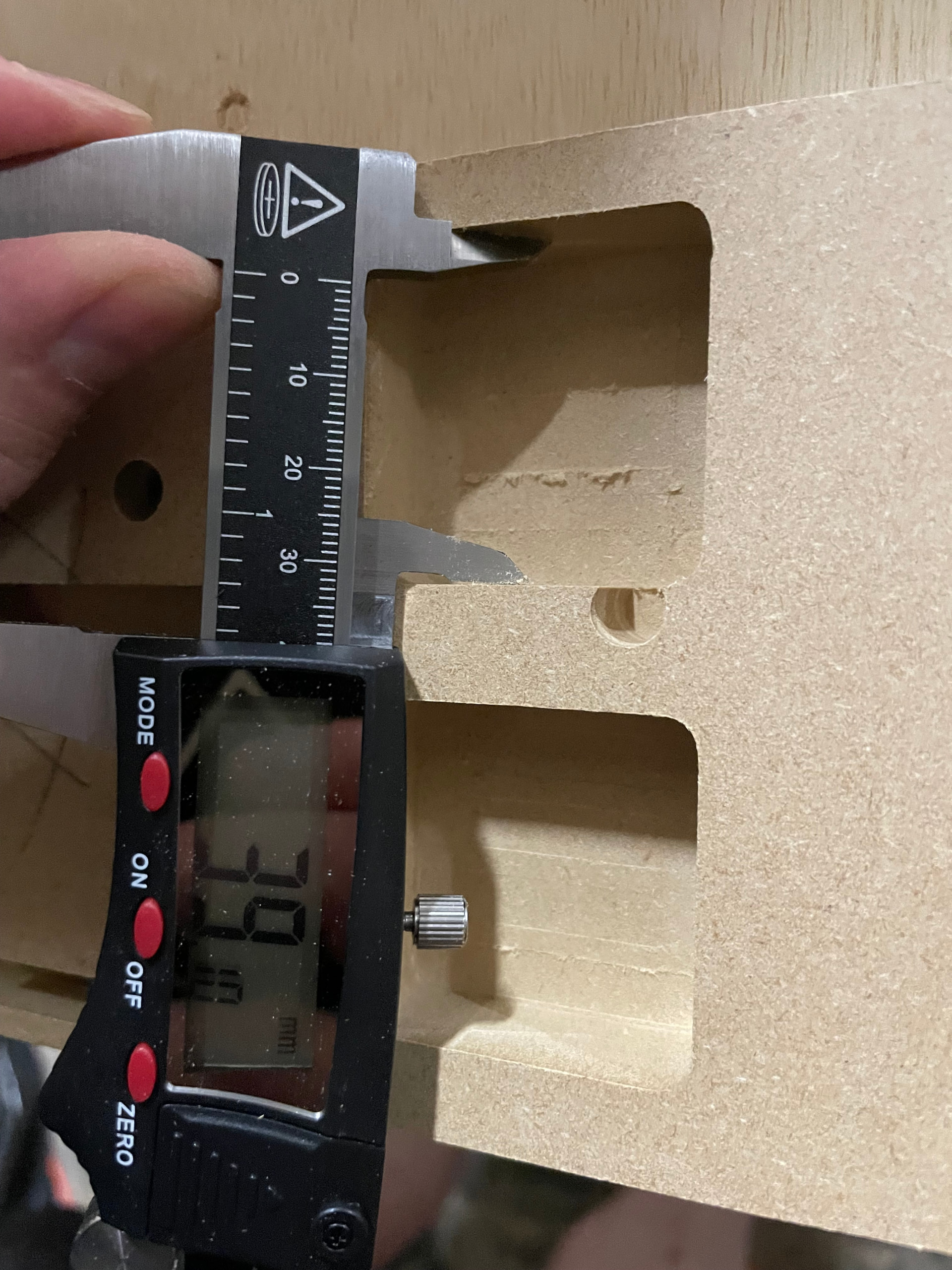

I need to test it but I am pretty sure the tool is not cutting at 1/4" wide. They cut smaller. I tested the smaller endmills but I am not seeing my numbers for the 1/4". I bet it is closer to ~6.1mm cut width.
If you cut a slot, measure it, use that as your tool diameter those numbers should be symmetric, inside and outside.
I am headed home for the day but I can run a test in the morning if you don’t get to it before me.
Ahhhh very interesting! I never figured the cut width might different from the shank dimension- learning things nonstop these days
I’ll cut a slot and check it
Just cut a slot and I am seeing a cut width of 6.2mm - very interesting! I’ll try my test squares again with that tool width setting
1 Like
tried the test cut again - part is very accurate, within 0.1mm, but the pocket is measuring 39.3-39.5ish
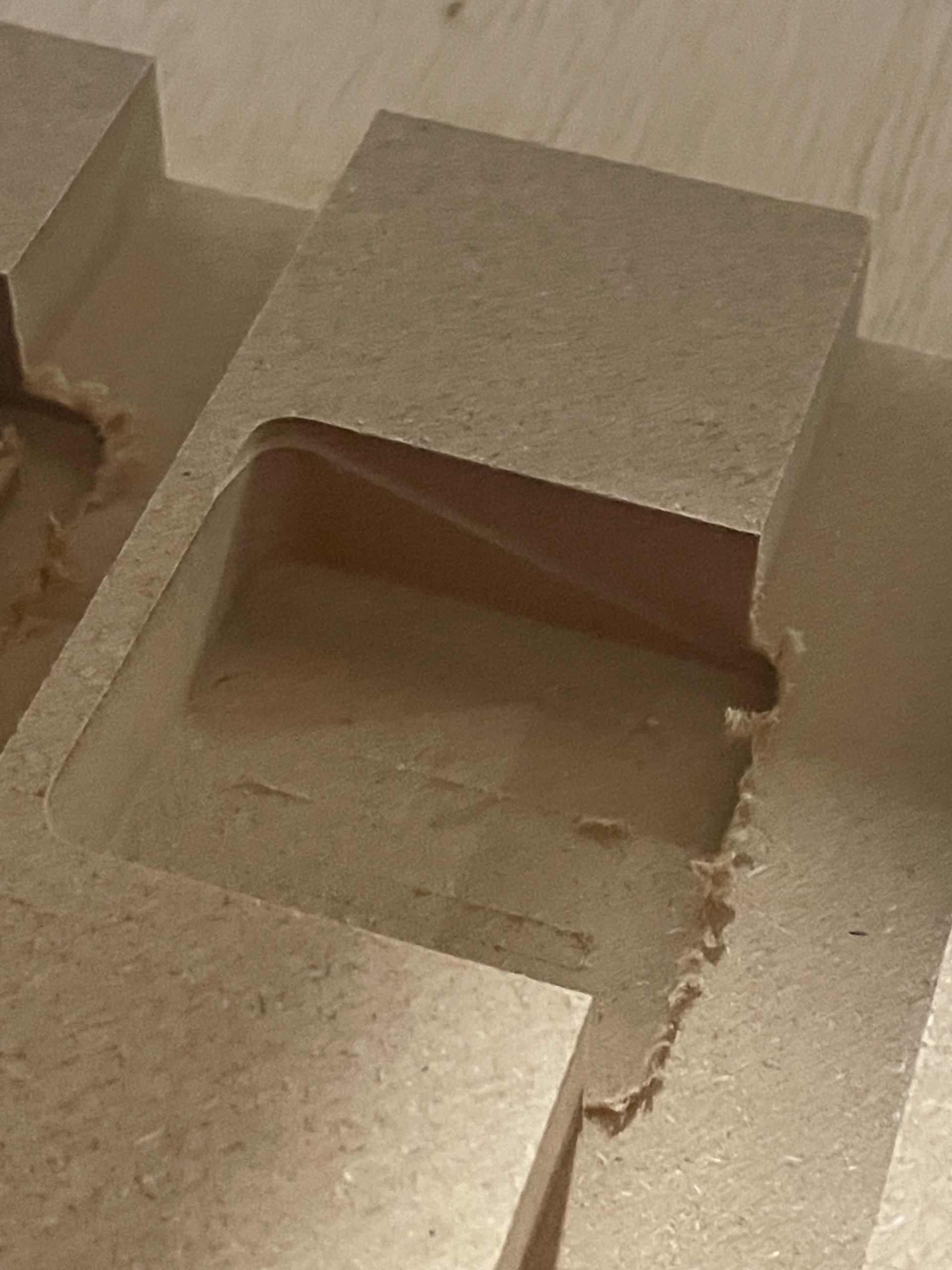
I am seeing this diagonal on the inside of the pocket - could that be a clue? Doesn’t seem like this should be showing after a proper finish pass
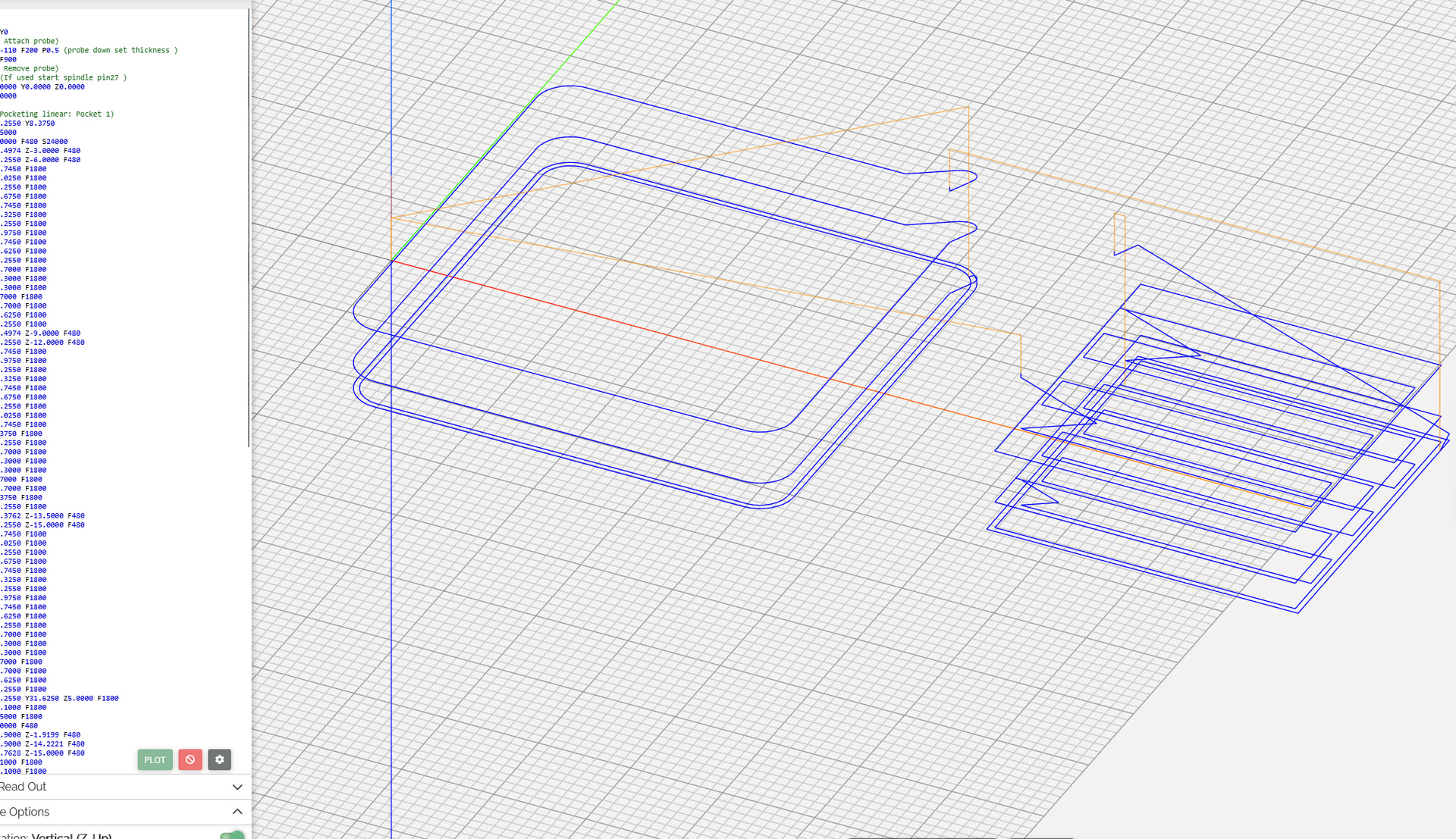
2x40x40_new tool width.gcode (3.4 KB)
Here’s the G code I just cut
That is your ramp in or out. Slow down your finishing pass more, what is your finishing pass width?
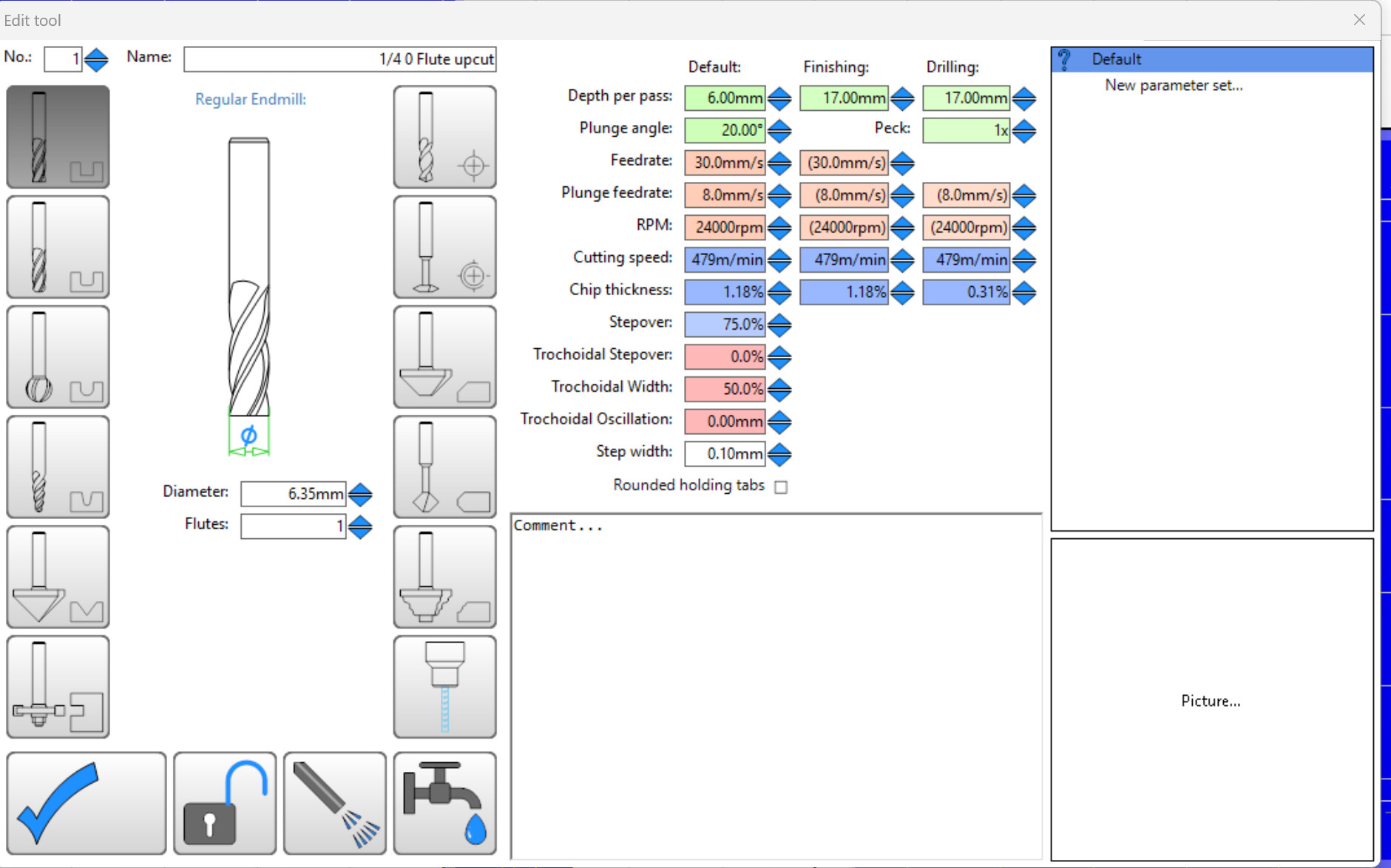
What are you setting your endmill width to? The error should be symmetric, an outside cut and an inside cut should be no different.
conventional milling?
What router RPM, dial number (should be 1-3)?
What CAM software are you using to have a ramp out like that?
Is your tool super angled or something? Lots of ways to check, Makita 700 CNC Tramming Tool by V1 Engineering | Download free STL model | Printables.com, you can print one or just stick a piece of wire in your collet.
1 Like
I am going to guess you might need to tension your belts a little more, or your endmill is dull. Something is super funky here.
currently doing an 0.6mm finish pass width
Current tool settings:
![]()
I’m using Estlcam - maybe it’s set up incorrectly for the lowrider for some reason?
I’ll try the tramming check
belts seem alright? They’re tight but not gonna snap or anything
agree that something is very funky - I feel like I have something fundamentally configured wrong
I can’t see the headings.
Take that crazy steep ramp off, it goes to slow during ramps. I would only ever ramp in and not much in wood. No need to ramp out.
is it set for conventional milling of climb?
I just did some tests with the Yassen branded 1/4" endmills I am currently selling and I am getting 6.25-6.3mm cutting width. That is about what I expected.
ah sorry here’s a better view of the tool settings
I went into the main Estlcam settings and changed it to conventional milling yesterday
Try the finishing pass at 15mm/s, use 80-85 for a plunge angle.
cool I’ll give that a go
The part that is odd is that it is not symmetric. The OD should be as over sized as the ID is undersized.
If your tool is angled the top of the cut will be different than the bottom of your cut but you are not cutting all the way through so you can’t check. But an angle can explain what we are seeing.