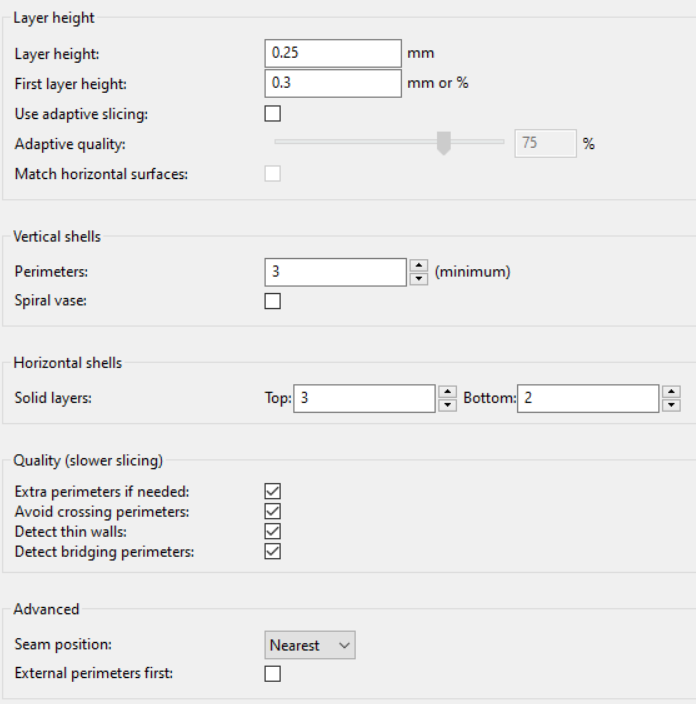
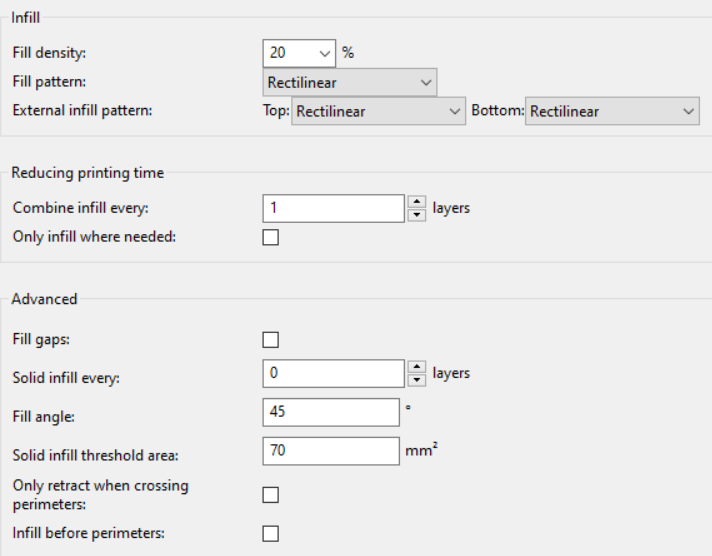
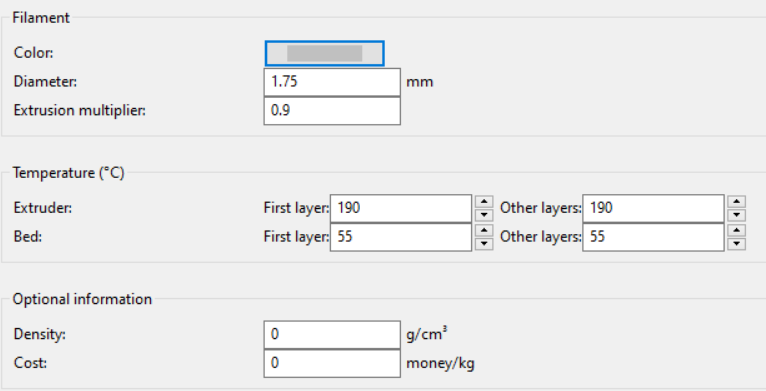
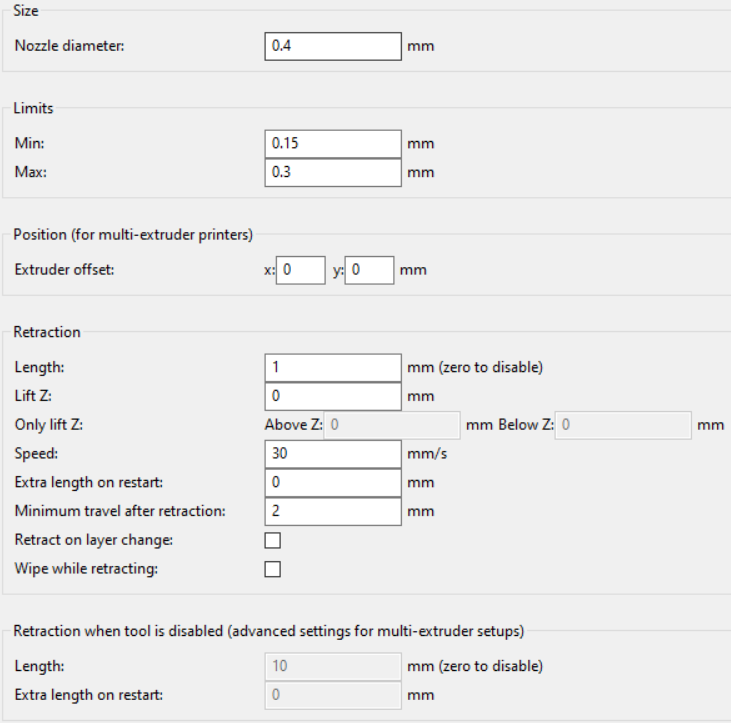
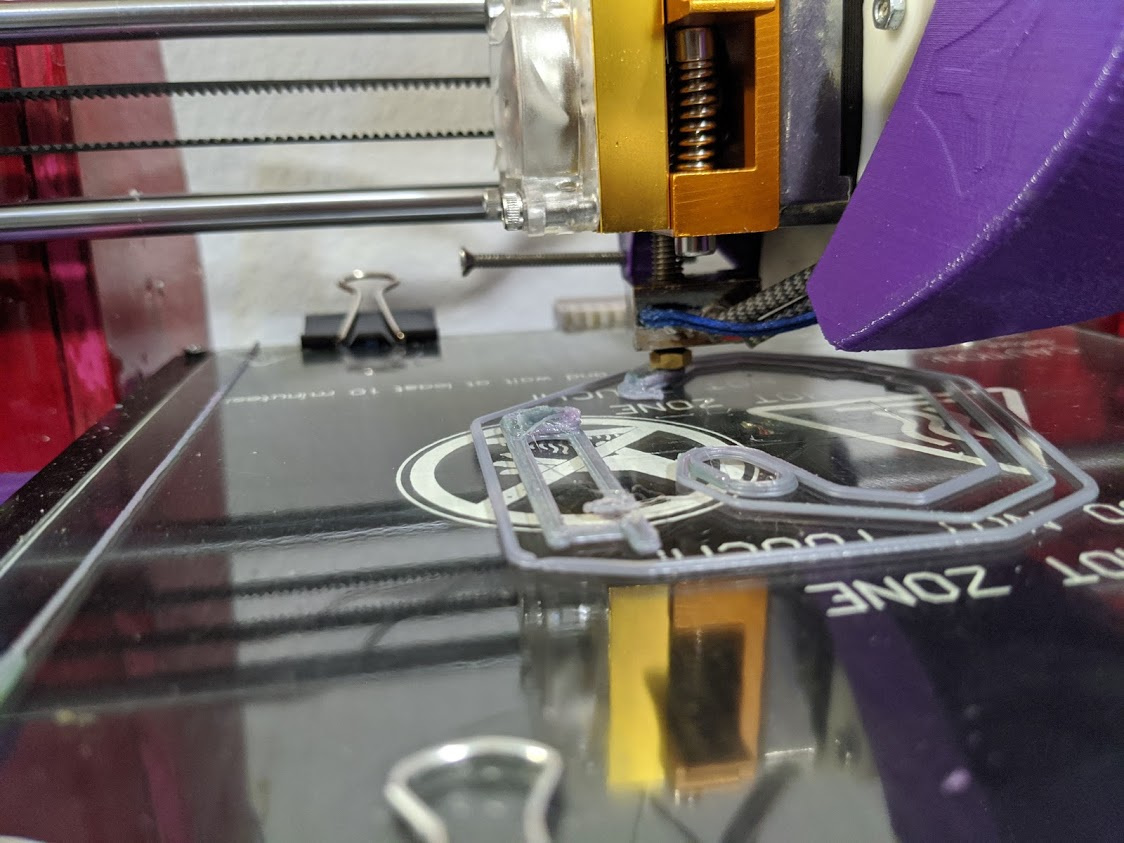
This is the first layer of a print. The outer perimeters look great but when the extruder fills in the gaps there is so much material that the nozzle is swimming in it. For the most part these are the same settings as in the guide, minus the layer height. I’ve also adjusted the extrusion multiplier to .9 which helped but didn’t fix it completely. Does anyone have any advice for this issue?
Here’s a picture of the printer I built. I am still dialing it in but I am very happy with it! It has been entertaining during the virus outbreak. Any recommendations for a filament feeder with the MP3DP?
Lovely :). Thanks for sharing. Are the letters burned into the wood?
I have a shelf above mine that I have bolted some old mpcnc parts to. I have had a lot of troubles with filament holding.
The first issue is if you hold the filament on an axle and the spool is full. Entire loops come off of the side and get tangled in the axle. To fix this, I put it on one of the bearing based spool holders. They hold the spool by the outer roll.
The second issue I had was that once the spool was almost empty, if it was on the second mount, being held by its spool, it would be light enough to get completely pulled off. So, I go back to the axle version when I have a low spool.
The third issue I’ve had is that there is enough resistance when pulling on the filament to ever so slightly lift the nozzle when there is tension, and drop it down when it is loose. This gave me horizontal bands on the prints. To solve that, I used 0.5m or so of ptfe tubing between the nozzle and the frame. The tension in the filament goes all the way to the frame this way.
Your mileage may vary, but that’s what I did. The nice thing about this printer is the stuff you can change, but I think Ryan runs them basically stock. All his cnc parts are printed on them.