Wie ich schon in einem anderen Betrag geschrieben hatte bekomme ich eine MPCNC.
Arbeitsbereich wäre so ca. 80x80cm.
Jetzt ist die Überlegung einer Opferplatte. Laut meinem Wissen wird die ja auf die Grundplatte geschraubt.
Hat vielleicht einer eine Fusion Datei die ich für mich verwenden kann. Entweder in der von mir angegebenen Größe, oder dass ich die auf meine Größe skalieren kann.
Alternative wäre eventuell eine Vakuumplatte in derselben Größe aus Holz. Würde da ein Schlauchzugang reichen, oder sollte ich da mindestens zwei Anschlüsse machen?
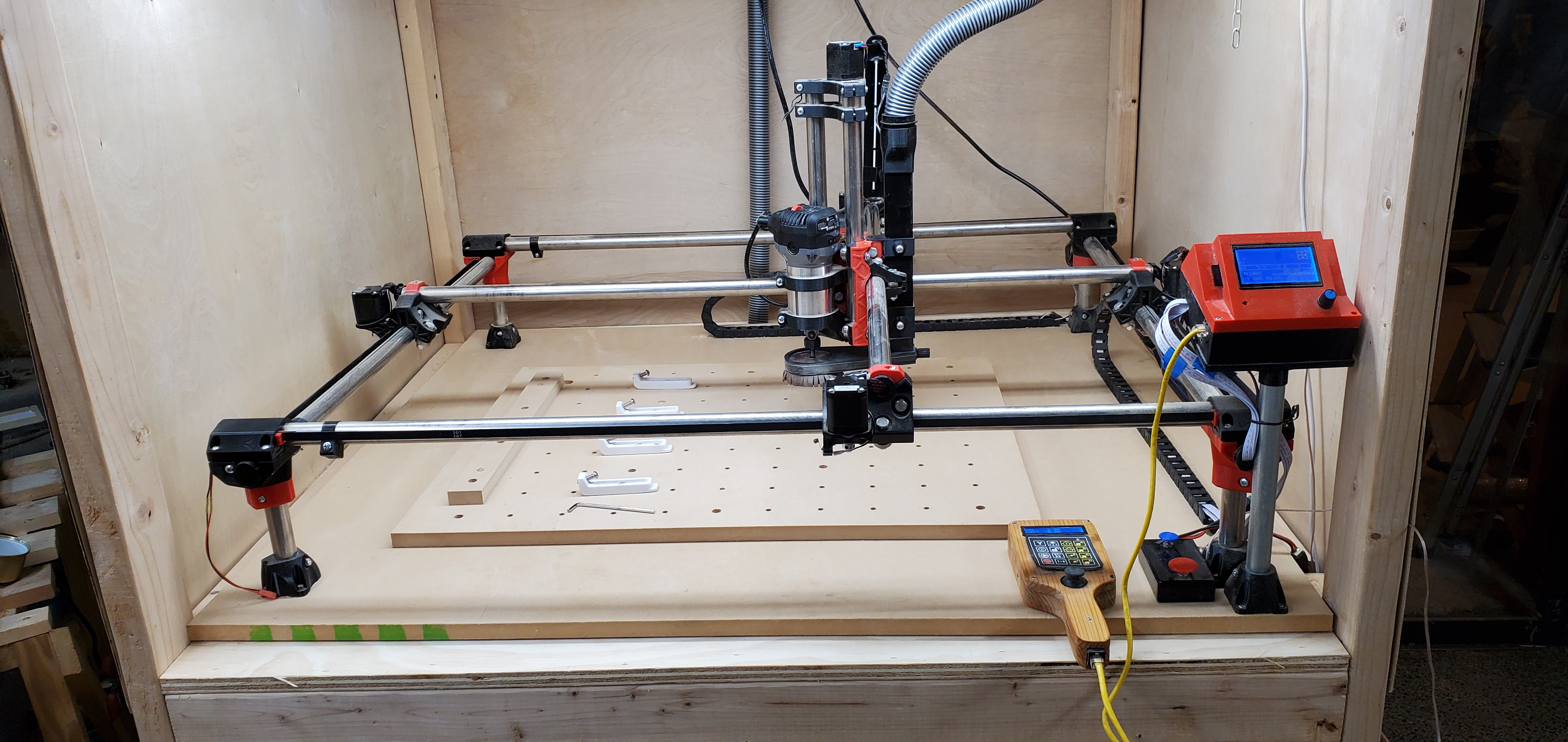
A spoil board is just a board, typically MDF, that is screwed to the base board. In terms of the board itself, there is only one design issue…does the board cover the entire base board, or does the spoil board just cover the working area of the machine? If it covers just the working area, you either have to place the legs on little blocks, or you have to add a bit of length to the legs when you design your machine. Here is a picture of my machine. Notice how it only covers the working area of the machine. At some point, you will want to “surface” your spoil board. Surfacing is the process of trimming off the top so that you are guaranteed the top of your spoil board is parallel with plane of your machine. If your spoil board cover the entire surface of your base board, surfacing will leave a pit in your board (since your router cannot reach all corners). This makes it difficult to work with oversized stock.
Beyond this design decision, you need to decide what features of the spoil board you want to add to hold down your work. There are a number of designs including a couple of different kinds of threaded inserts, T-tracks, posts and cams, and vacuum tables. My suggestion is to avoid all of these solutions to start. Hold your work down with something simple and cheap (like screws or double-sided tape), and put some hours in using your machine. At the end of 100 hours, you will have a cut up spoil board and a much better idea of what kind of hold down solution you want. Spoil boards are typically cheap to replace, so at the end of 100 hours, you can toss your “practice” spoil board and design the one that fits you best.
The position of your spoil board will vary a bit based on your router mount. My suggestion is to cut your spoil board the size of your working area and then use your completed build and the router movement to find where to place the edges.
Danke schön für die ausführlichen Informationen.
Sicher am Anfang werde ich eine 10mm dicke Opferplatte nehmen die nur den Arbeitsbereich der Fräse abdeckt. Das reicht auf alle Fälle aus, um nicht die Grundplatte zu beschädigen. In die Opferplatte sollen Löcher gebohrt werden, damit ich meine Werkstücke mit Spannpratzen festhalten kann. In welchem Abstand die Löcher sein sollen weiß ich nicht. Entweder 5 oder 10cm Abstand.
Für den Anfang zum Üben und Lernen reicht mir das vollkommen aus.
First, most people in the US use 3/4" MDF, which is roughly 18mm, not the thinner stuff. Second, the holes in my spoil board (and in other spoil boards you see on CNC machines), all have threaded inserts. Here is the style I used, though there are other styles. Note how the inserts have a flange. What you don’t want to use are inserts like these that don’t have a flange. They will pull out when you use them to clamp things down.
Inserts are installed from the bottom, and you want them somewhat shorter than the spoil board. For my 3/4" (18mm) spoil board, I used 8mm inserts. Being short means you can surface the spoil board several times before reaching the level of the inserts, and it is less likely you will hit an insert when you cut into the spoil board. The hole pattern can be done by hand, or it can be done with the CNC. If done by the CNC, you will need to temporarily mount the spoil board upside down with perhaps a bit of space between it and your base board. You will mill a shallow depression for the flange, and then bore a hole for your insert. As for spacing, I went 50mm on mine, and to me, was too far (I like to calmp from the sides using thin clamps). When I need to replace the spoil board, I’ll make them 35mm or 40mm apart. I have inserts evenly spread over the whole board. That is not really necessary since most of the work is done in limited part of the spoil board. I likely have only a limited area with 35mm or 40mm spacing with a 50mm or 60mm spacing toward the top and left of the spoil board.
But as mentioned in my previous post, I recommend not putting in inserts until you’ve used your machine for a significant number of hours. Just use a raw sheet of MDF and screw down your jobs, or use double sided tape, or use the making tape and CA glue trick. At the end of 100 hours of cutting you will have a much better idea if inserts are the solution you want, or maybe you want to do something else like a T-track solution, or spend the time for a vacuum solution. It will depend on your personality and on the kinds of jobs you like to do.
The spoilboard dimensions are not so important as to need CAD work. I think most folks just use a tape measure, pencil, and circular saw/jigsaw to cut a spoilboard within 1/4" accuracy, and that is plenty good for the application.
One detail I don’t see mentioned often, is how MDF swells when you drive a screw through it without care. The resulting bumps of flakey material near the screw holes can be quite large, and they will result a less secure attachement. Vibrations will eventually crush the bumps, which can lead to problems later on. This problem can be fixed by removing the screws after they are initially driven, shaving the bumps flush with a razor blade (on both the spoilboard and base), then reassembling the spoilboard.
{kind=link}