The largest issue I see is they would make the bottom of the core lower and the wires would either have to wrap up the front, or get super close to the bed. The bottom of the belts are the lowest point other than the nozzle and adding a screw closes off that open channel I made for wires.
Once a zip tie is added it should not be needed to change for tension adjustments. It is sort of a one time thing (or a very rare thing). The printer I bring to shows have never had the belts removed. I just lower the tension for transport, and tension them back up for use.
Are you thinking the bolt would need to come in from the bottom?
I was thinking the bolt would come in from the back or side.
The bolt/zip tie wouldn’t be used for tension. It’s just there to keep the end of the belt from coming loose. The belt tensioners on the front of the machine would handle the tension.
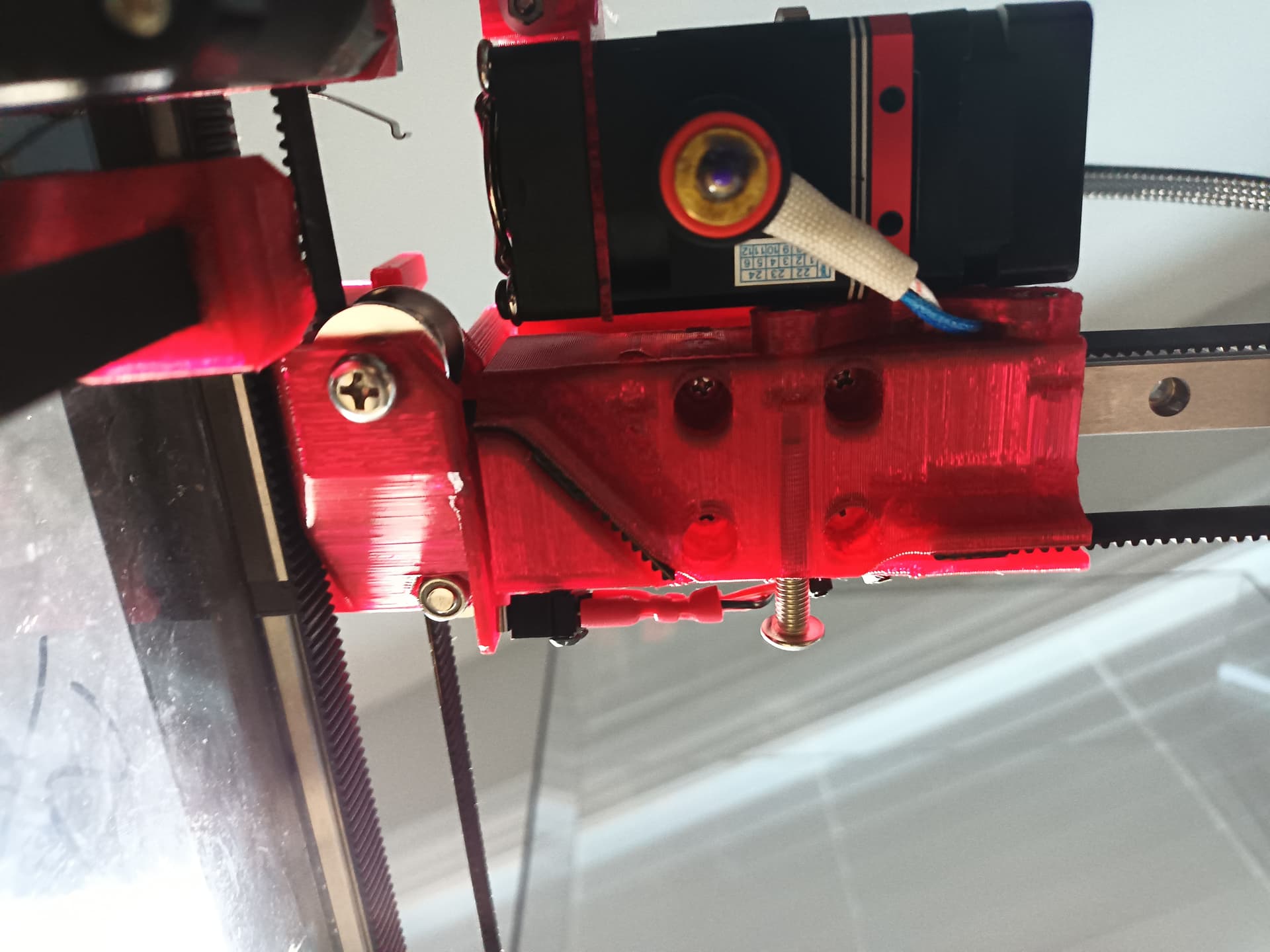
Was thinking captive T-Nut and M4/M5 accessed from back. Reusing one of the existing holes that Mounts hotend.
The existing M3 hole are already wide enough for M5 bolt, larger even, cut out hole for captured T-nut to be recessed.
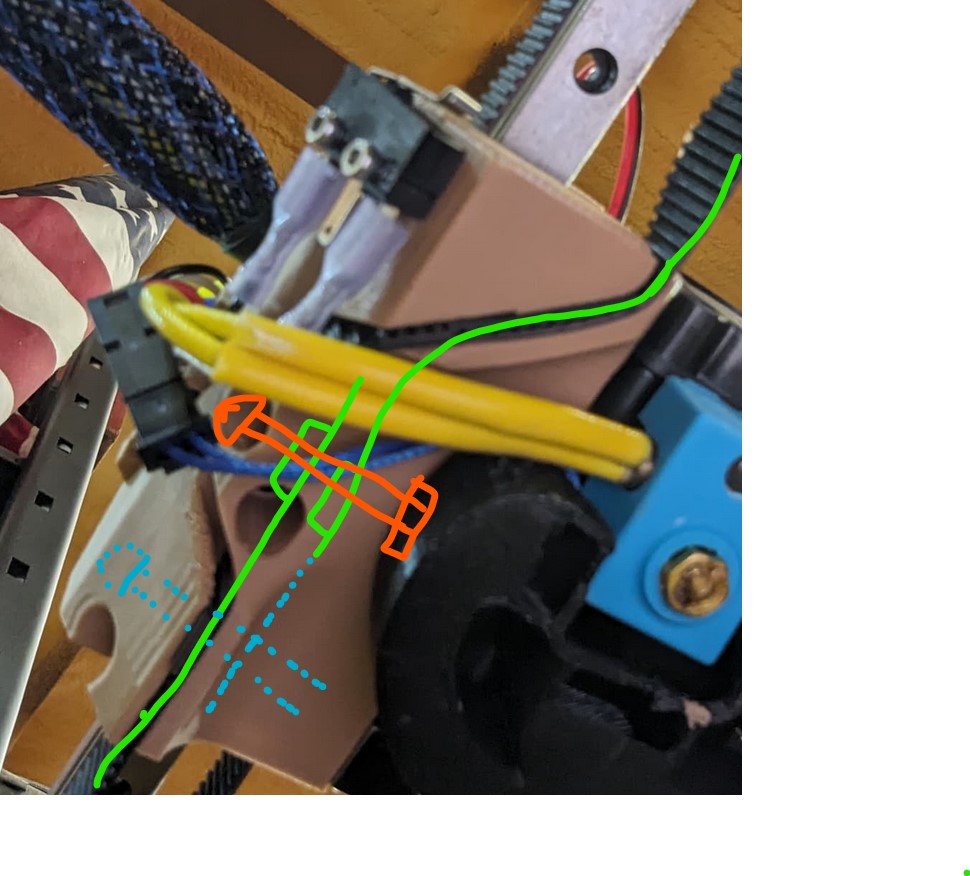
Oh, I see what you mean about wires now. My setup is different, am using Mike’s shim/adapter for BIQU hotend. Wires sneak up through between where BIQU and Core connect.
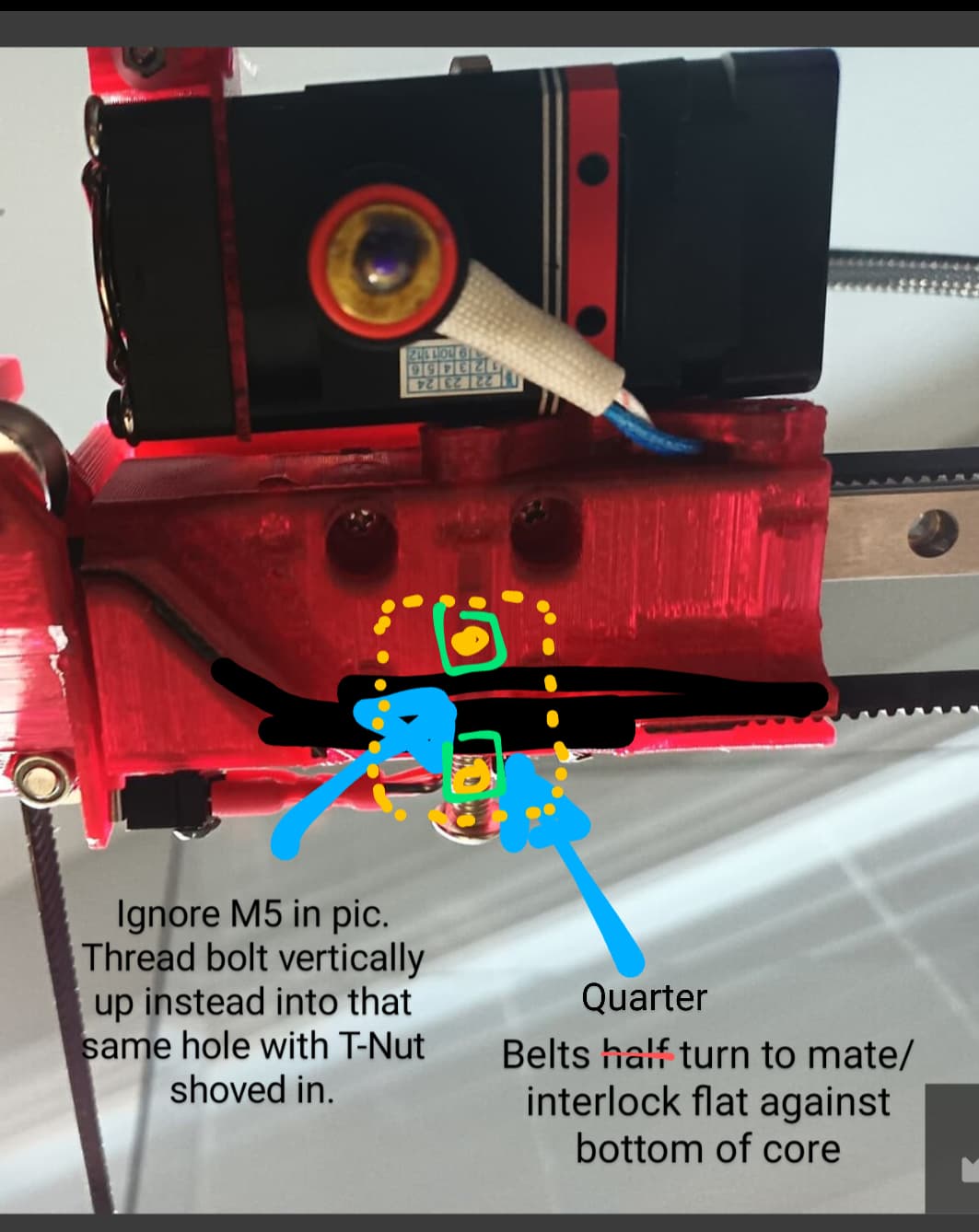
Dotted yellow is flat shim/strap that allows bolts to compress belts against each other, and Core bottom. Each belt twisted 90degrees to meet interlocked. Shove T-Nuts into existing ~7mm hole for M3 bolt that secures Core to extruder. Ignore the M5 bolt in the pic, I should have put T-Nut there instead.
Don’t know if belts slipping together relative to the core is a concern. Hopefully strap and various twists are enough to hold in place.
David might be able to salvage his existing loose Core and manually Dremel/glue this mod into reality? Would need longer belt though.
Edit: Reread earlier posts…
Mating belts at back of Core seems better than under the Core. Mating belts at the back would leave more clearance under the Core, something that’d help enable printing with Bed tilted if/when supported by slicer/post-processor software.
Personally like the underside being clear/clean as possible, will try to preserve that.
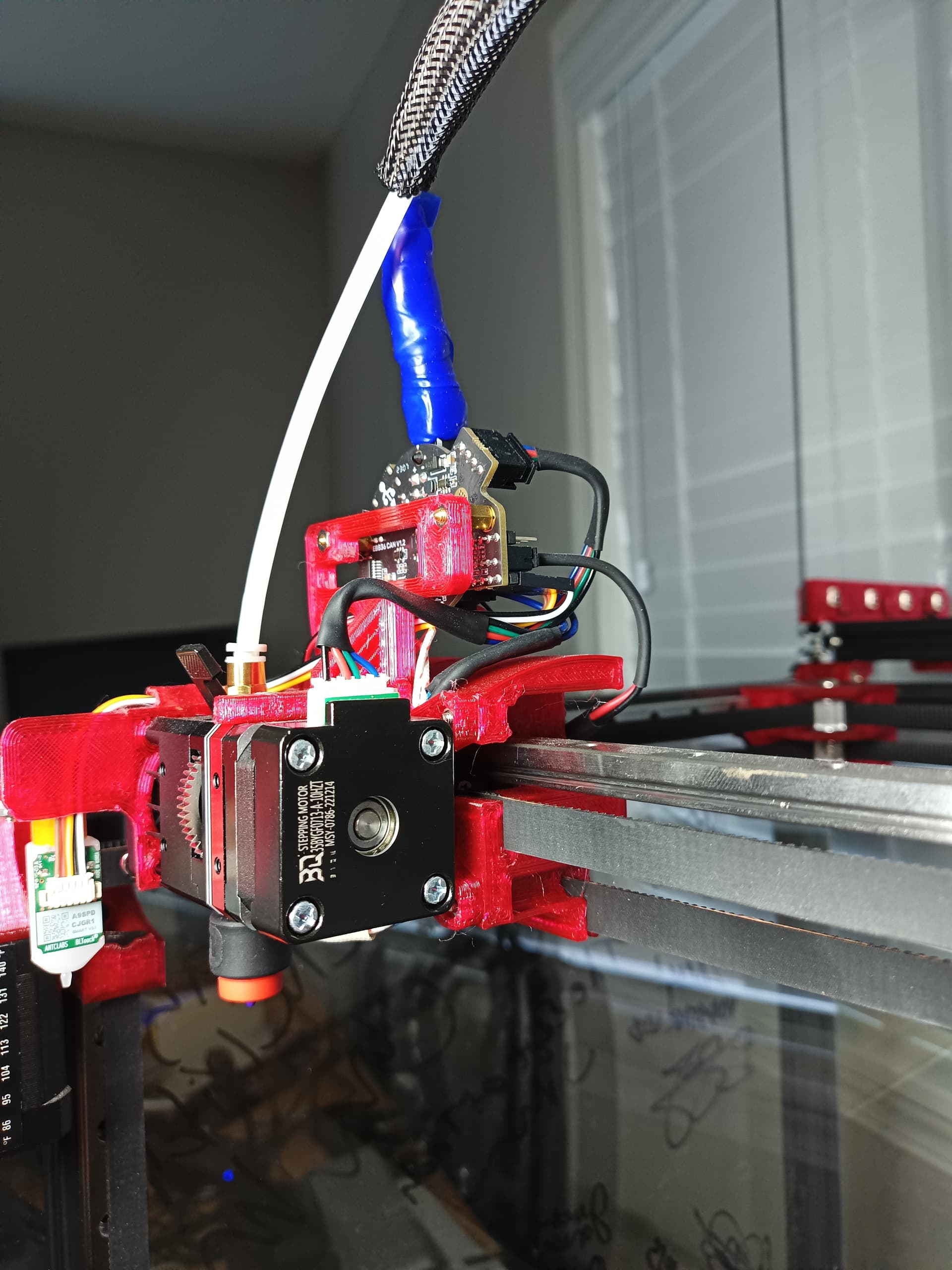
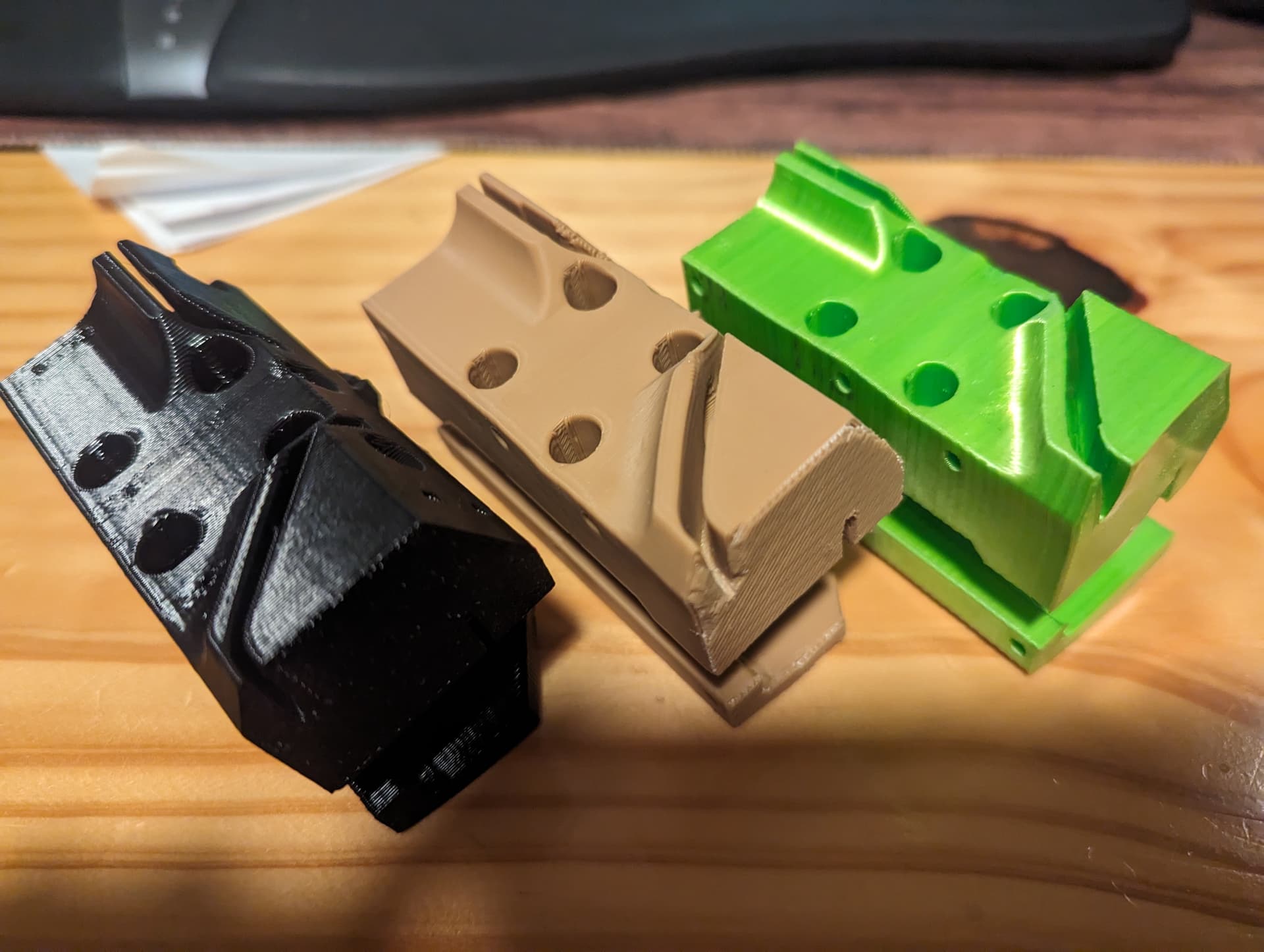
Some feedback on my new core. I still need to adjust the belt slots. I had to use some electrical tape to make up some space but insertion was easy. Also, it is light years better than the adapter plate. All the rattles I was having are gone and the whole core is much more streamlined.
I now run the wires the same as Ryans. It works well with the EBB board mounting to run that way.
Except I would have two bolts. One on the left side of the core for the two belt ends on the left and one on the right side of the core for the two belts on the right.
My idea wasn’t trying to attach the two ends of the same belt together, it was to try to clamp the ends of the belts to the core.
I’m thinking the bolt head on the right side in your picture may have to be hidden underneath the end stop switch. I’d put the nut on the side with the extruder and have it captive inside the clamping piece possibly. Same with the one on the other end.
The “Ryan official core” should be delivered today. I’m glad it’s coming in today and not on Saturday. The inside of my shop said it reached 111f Saturday afternoon. I can only imagine what temperature the inside of the mailbox was.
Today’s high is only 96f. So Significantly cooler.
What about just an aluminum foil shield for the bottom side?
An enclosed printer with a 100C bed is eventually going to soften the parts. PETG gives an extra 20C buffer and is easy enough to print. I think that is a good intermediate step. Sorry I keep forgetting your are enclosed.
That’s OK. I knew when I started down this path that the enclosure would add some extra oddities.
I do need to get some type of print done in a material that can handle higher temps. I’ve had bad luck in the past with PETG, but I could try it again. If I can get a PETG core printed, then maybe my next step would be an ASA core.
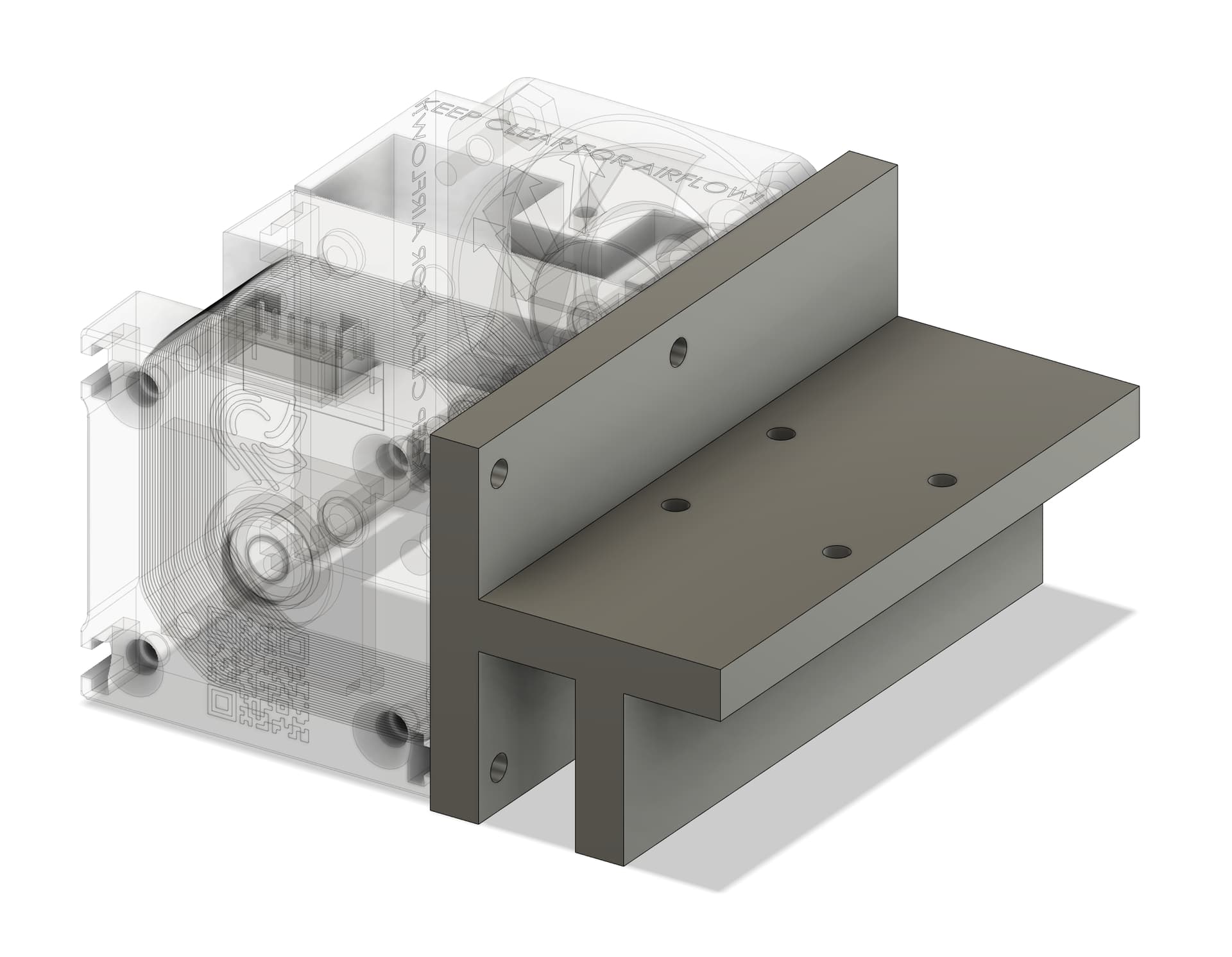
I’ve also started work on the aluminum core. Milling a big chunk of aluminum into what is really needed didn’t make a lot of sense. Plus my milling skills are still pretty primitive and I think I’d waste a lot of material (money). So I started looking at what I could do with 1/4" aluminum bar stock.
This is where I’m at so far. Each one of these three pieces would be a separate piece of bar. I’d use M3 button head screws threaded into the edges to hold the plates together (not modeled yet). Some red loctite on the threads and green loctite wicked into the cracks would help glue things together.
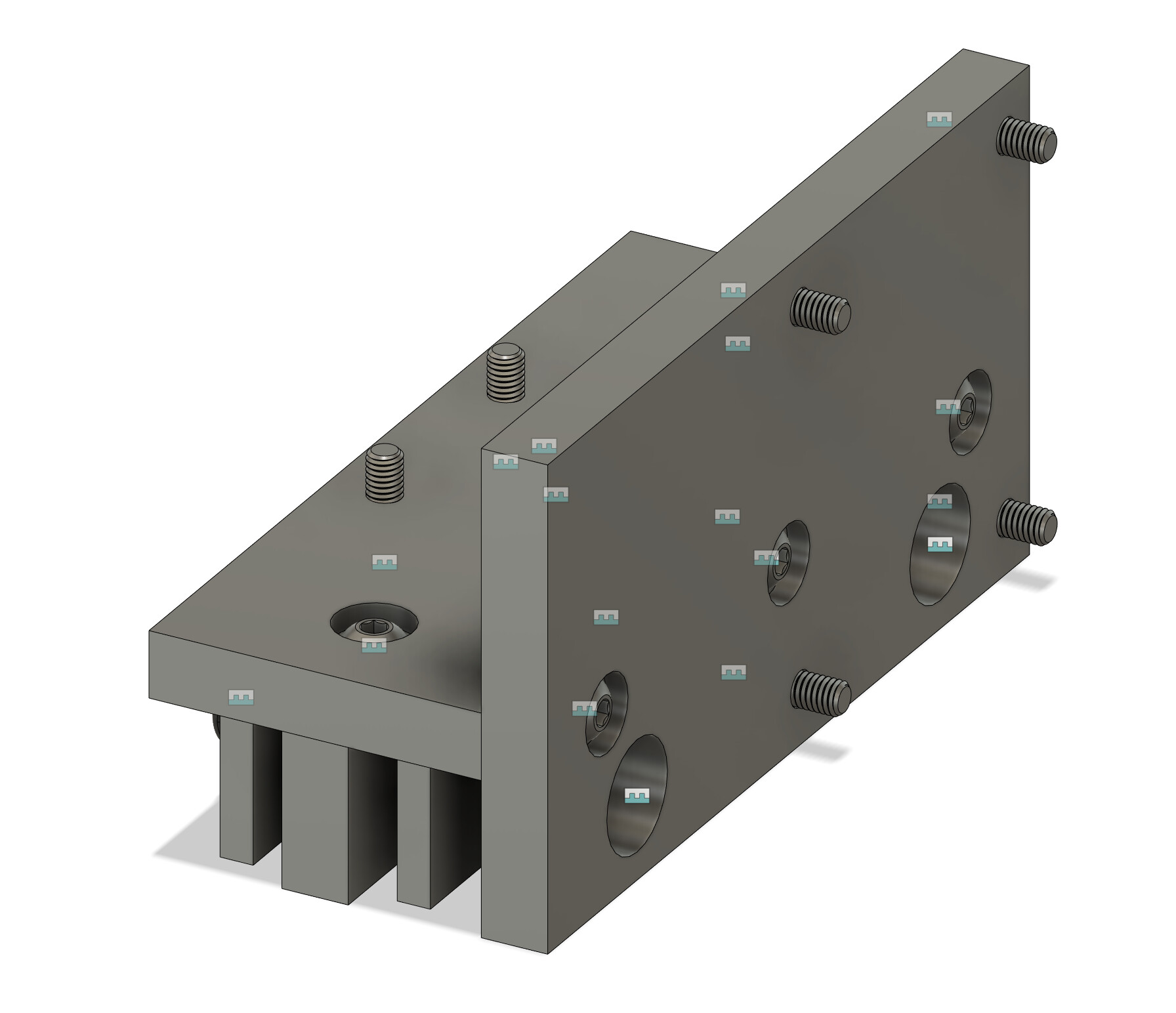
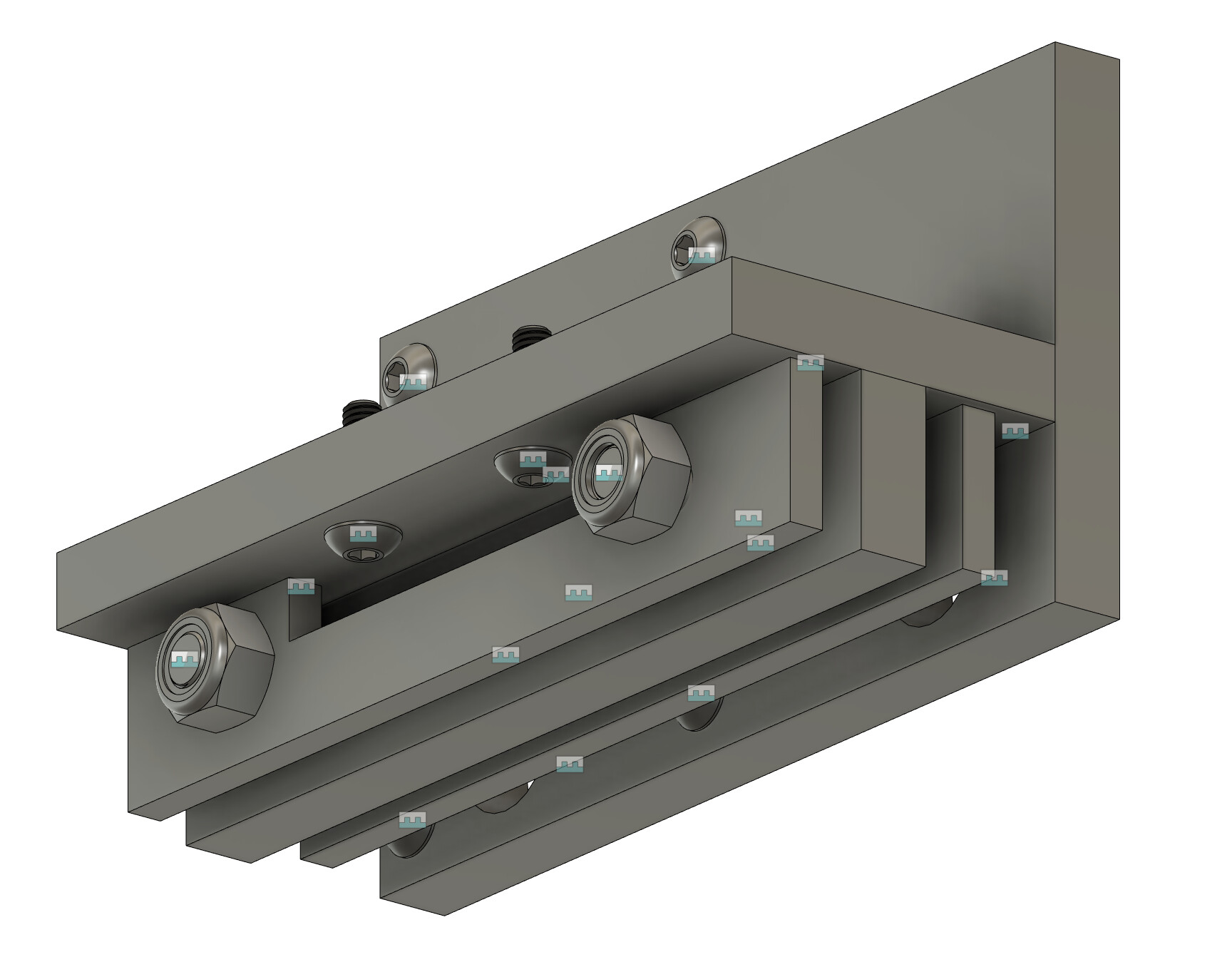
This picture is from the back. The belts would run long the leg and be clamped with bolts through the middle plate and a clamping piece on the front and back. I’ll design some 3d printed parts to be bolted to this main chunk for cable management and the end stop switch. I can bore holes in any place that doesn’t have a bolt going through it to help lighten things up. Actually, everything to the right of where the stepper motor mounts to the big vertical piece could probably be removed. It’s only on your core design for the extra two mounting holes for <something that I don’t know about>.
My MP3DPv3 Repeat is mostly enclosed, and I sometimes use a towel to cover the top and front when I print some materials. My parts are printed in PETg, and 100°C heated bed hasn’t caused a problem yet. I use that for ABS, which I still use for stuff that goes in the car. I would like to be able to do ASA, but I haven’t tried it yet. If I ever do, I will likely rebuild one or the other printer with it. (Or, as seems to be the way I roll, just build another printer…)
I really have not played with high temp stuff. I have a feeling you will need to replace most of the parts with PETg or better to print ASA or ABS long term in an enclosed printer.
The mp3dp doesn’t have any of the rigidity requirements of the primo so any material should work provided you can hold decent tolerances with it.