Neil,
sorta. I’m going to go down the rabbit hole of doing all the CAM in Fusion and abandoning Vectric, at least for now.
but first, I’m trying to “air home” the machine , just to see it move the motors and stop when i hit the endstops . I mean “air” because I still have the belt ends disconnected.
I wired my endstops NC “normally closed” so when I do QUERY I get “Triggered” for all 4
Are yours wired this way?
thanks
Mark
Yes, the right approach would be to wire the end stops as normally closed, however I just checked my temporary wiring and looks like I wired for normally open (I will change that when I next wire up).
This will mean that I’ll need to negate the PINS in the klipper config, which would explain why yours are starting in a triggered state if you duplicated mind. In other words you’ll likely need to drop the ‘!’ but keep the ‘^’, the second being for the pull up resistor.
Mine are disconnected from the board at the moment, but checking the motherboard schematic, the Singal and Ground pins look like the first two pins.
Ps… Smart to air home! I did my belted but moved the trucks to the center of the workspace first, and manually pressed the switches after homing, with another hand on the mouse over klippers emergency stop.
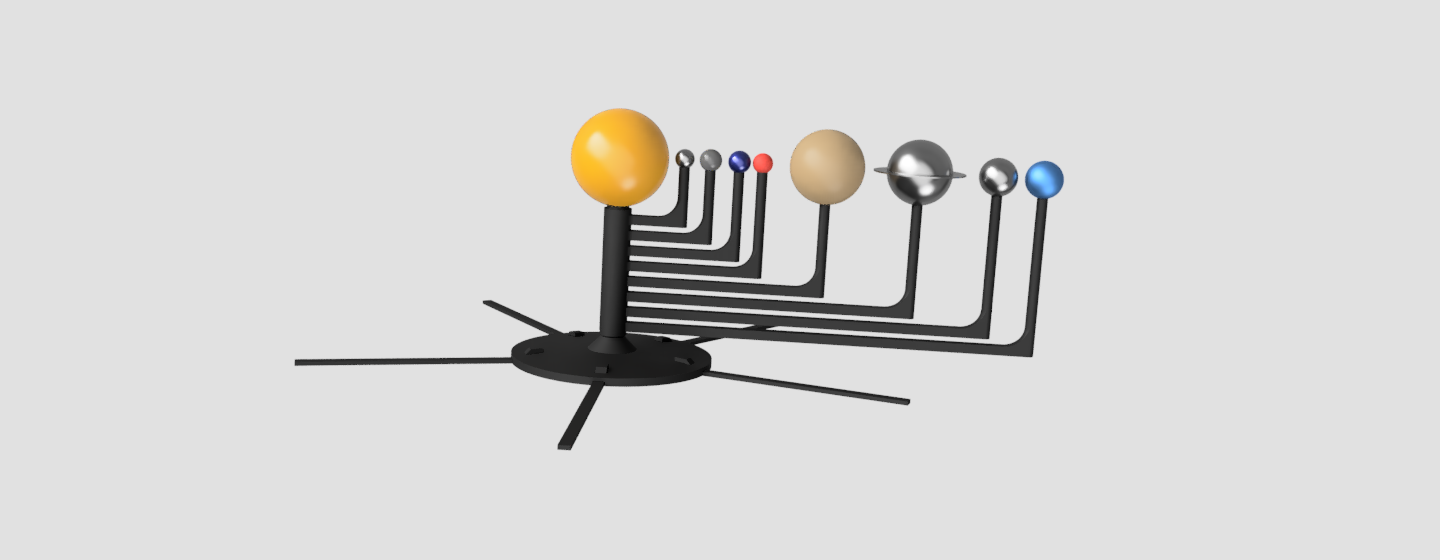
… Sorry for the slow progress on my side, along with solving the MPCNC cable management in my non work time I’m also building cabinetry and an Orrery for my niece who’s taken a sudden interest in space which I’d like to feed.
I looked around at a few, wanted a simple one that I can help a 3 year old take apart and put back together again and allow me to explain orbits… So simple but sturdy, with a very loose amount of accuracy.
I started the design on Monday, started test prints yesterday, tweaked the design a little and now printing. I don’t want to derail this thread but I’ll include this one picture.
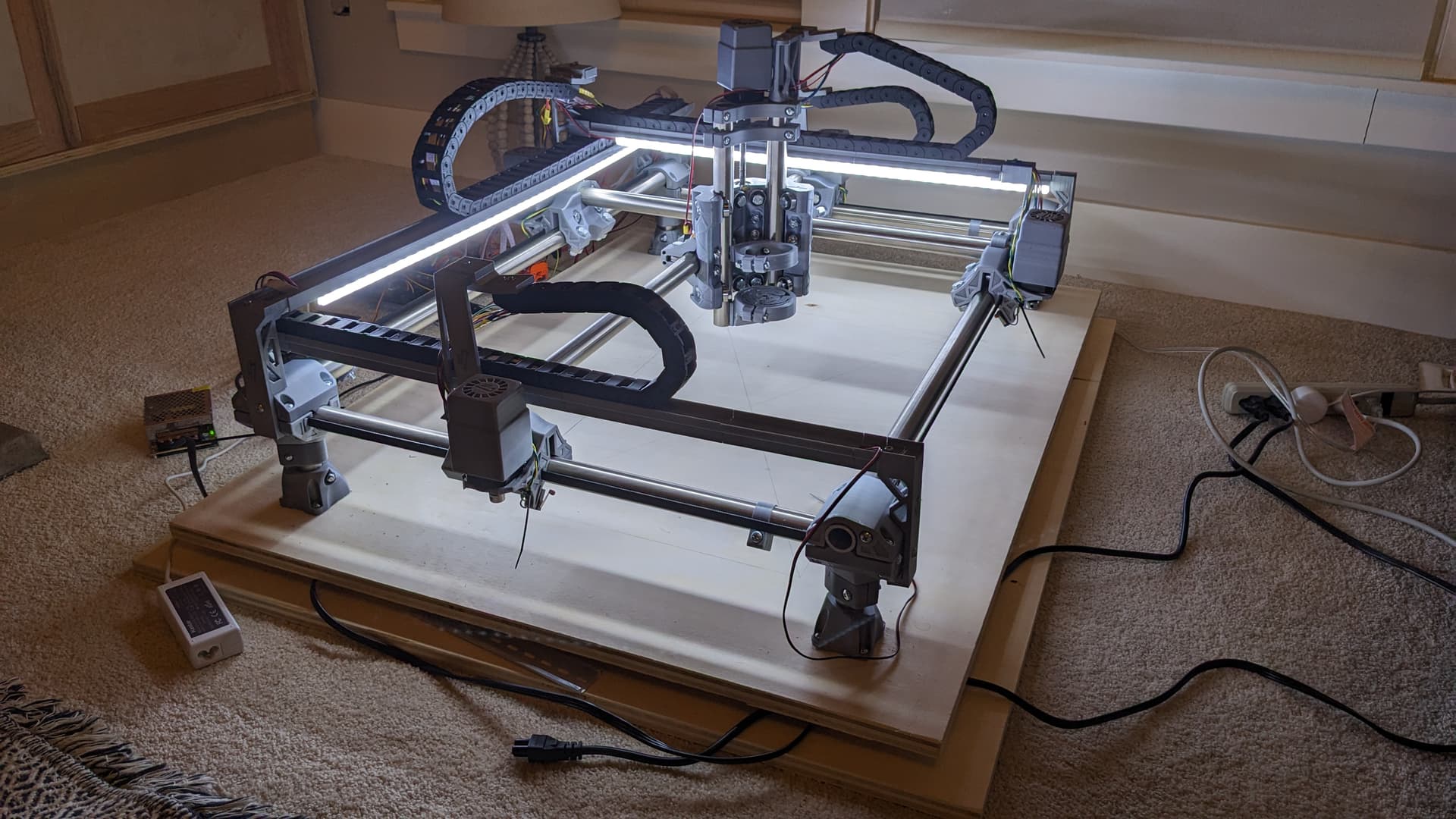
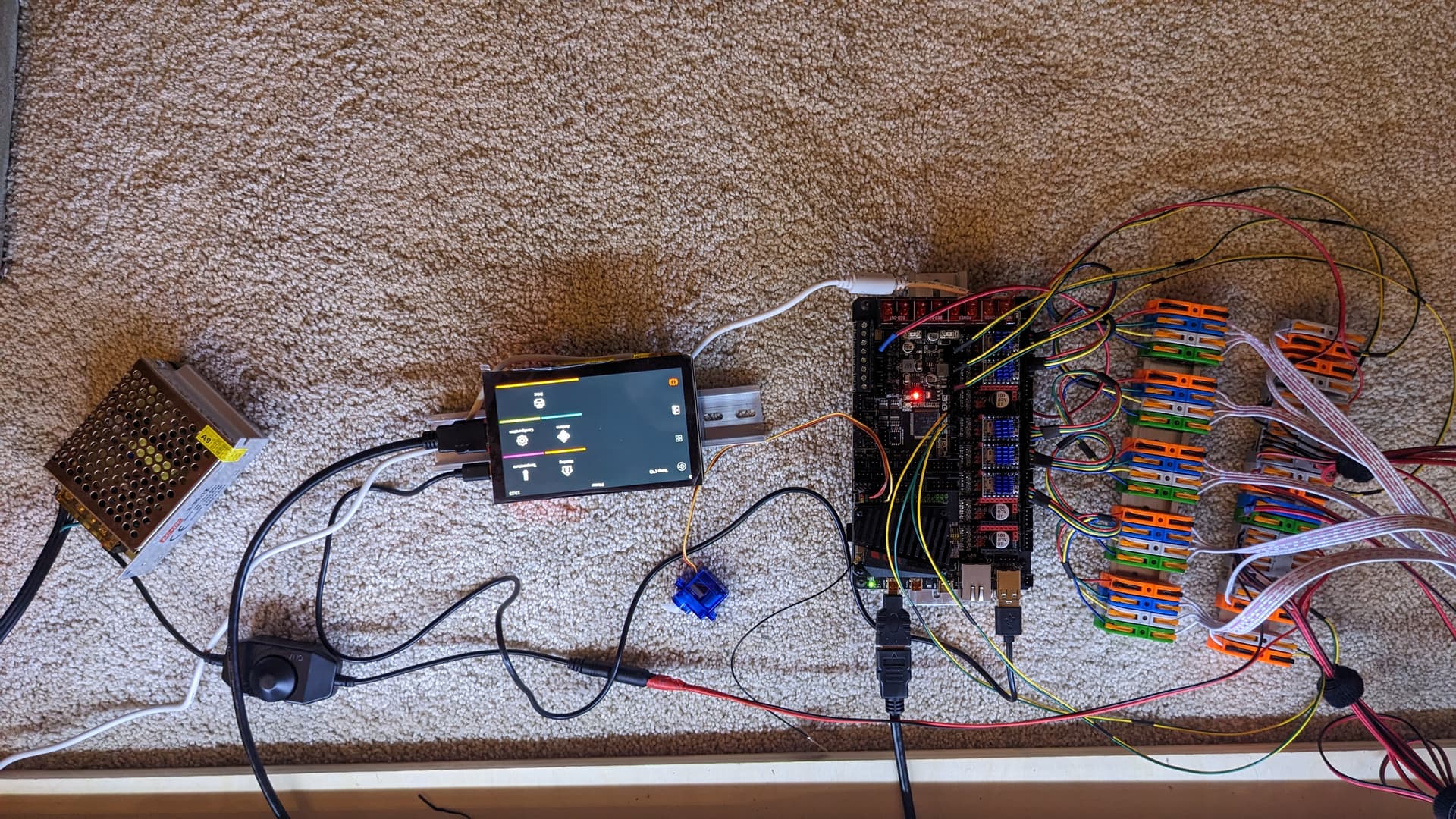
After numerous tweaks to the drag chain mountings I’m finally happy with where they’re at so wired everything back up… and it still works.
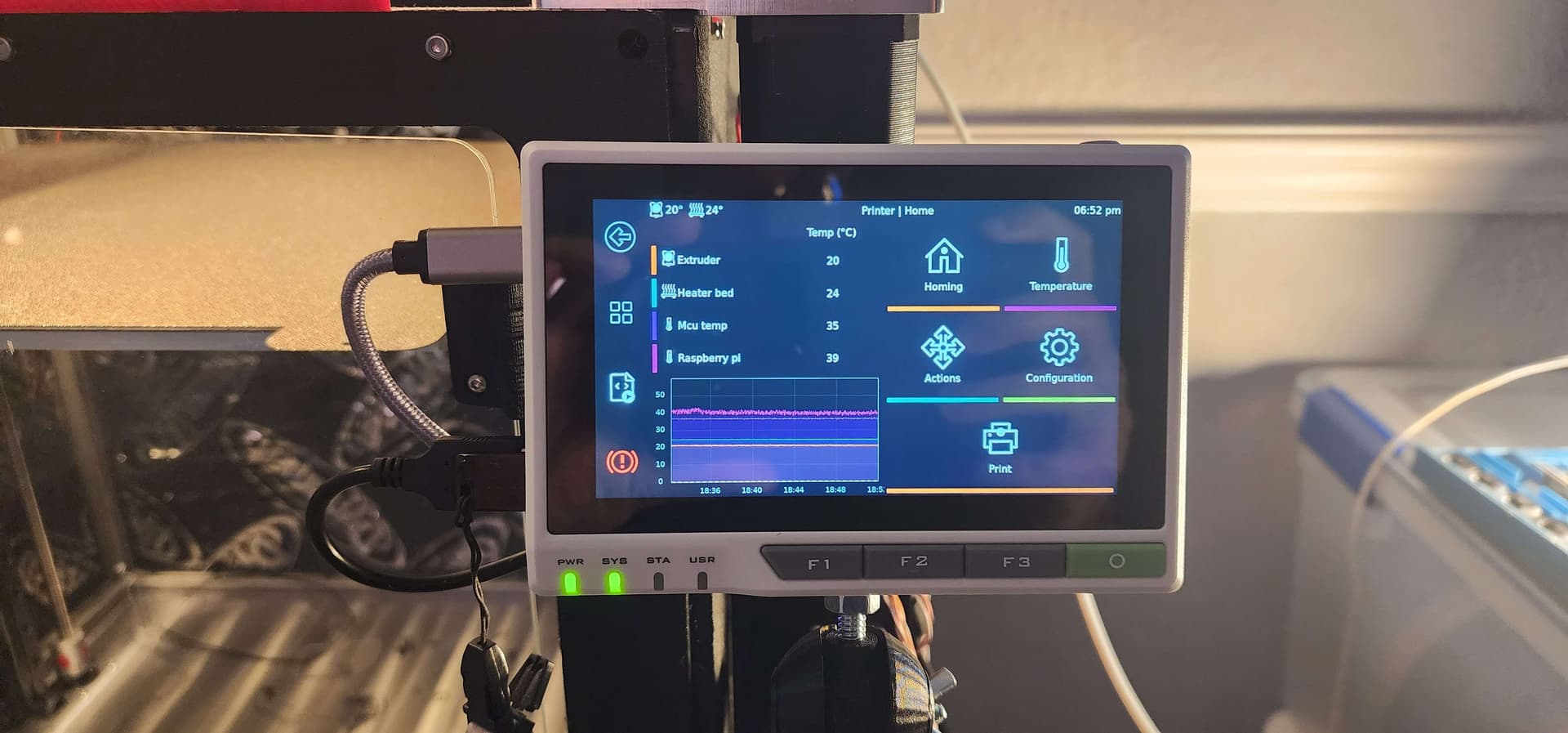
I corrected the endstops to normally closed, as Mark pointed out and also hooked up a 5 inch touch HDMI screen for local control with klipper screen.
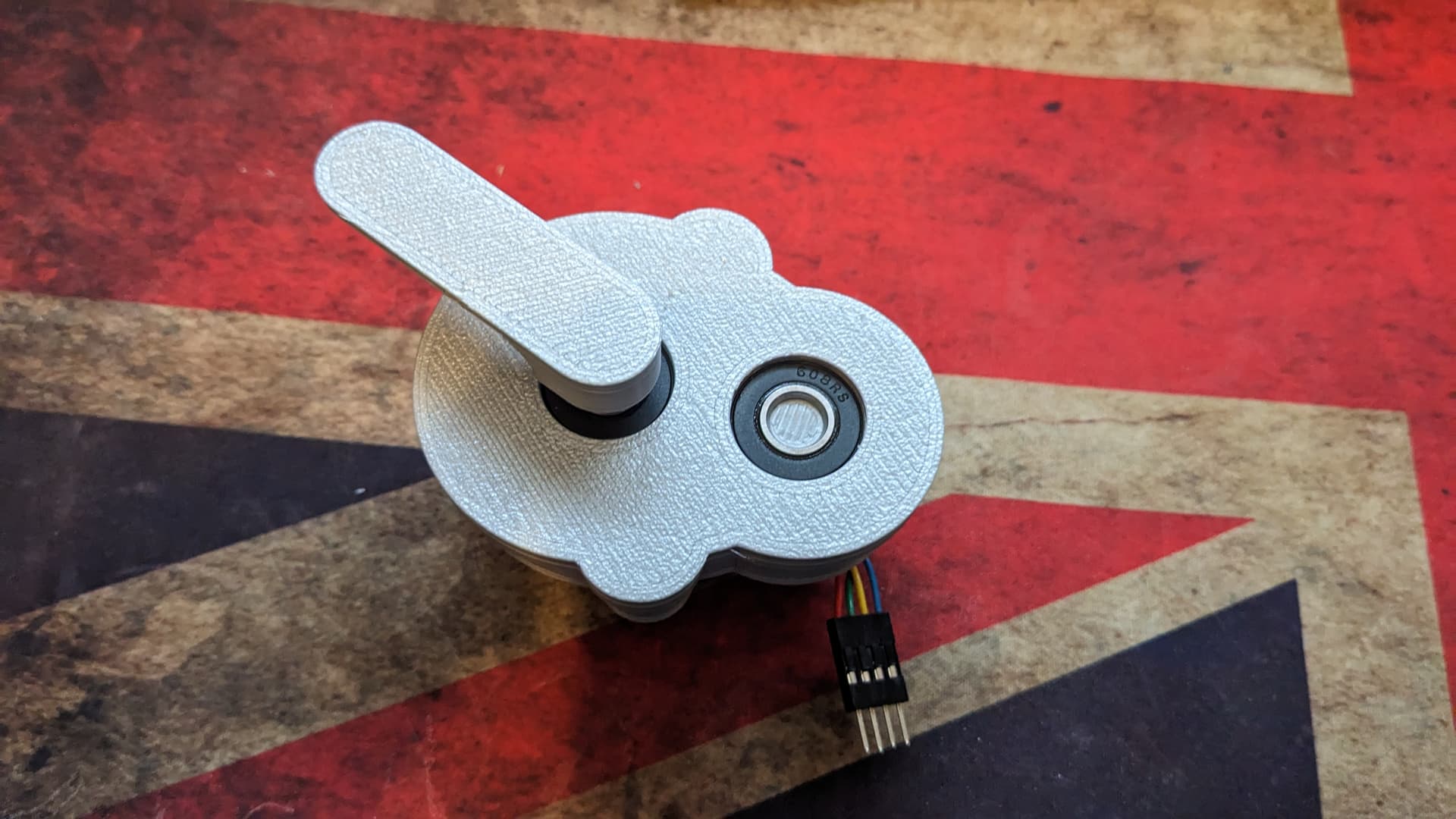
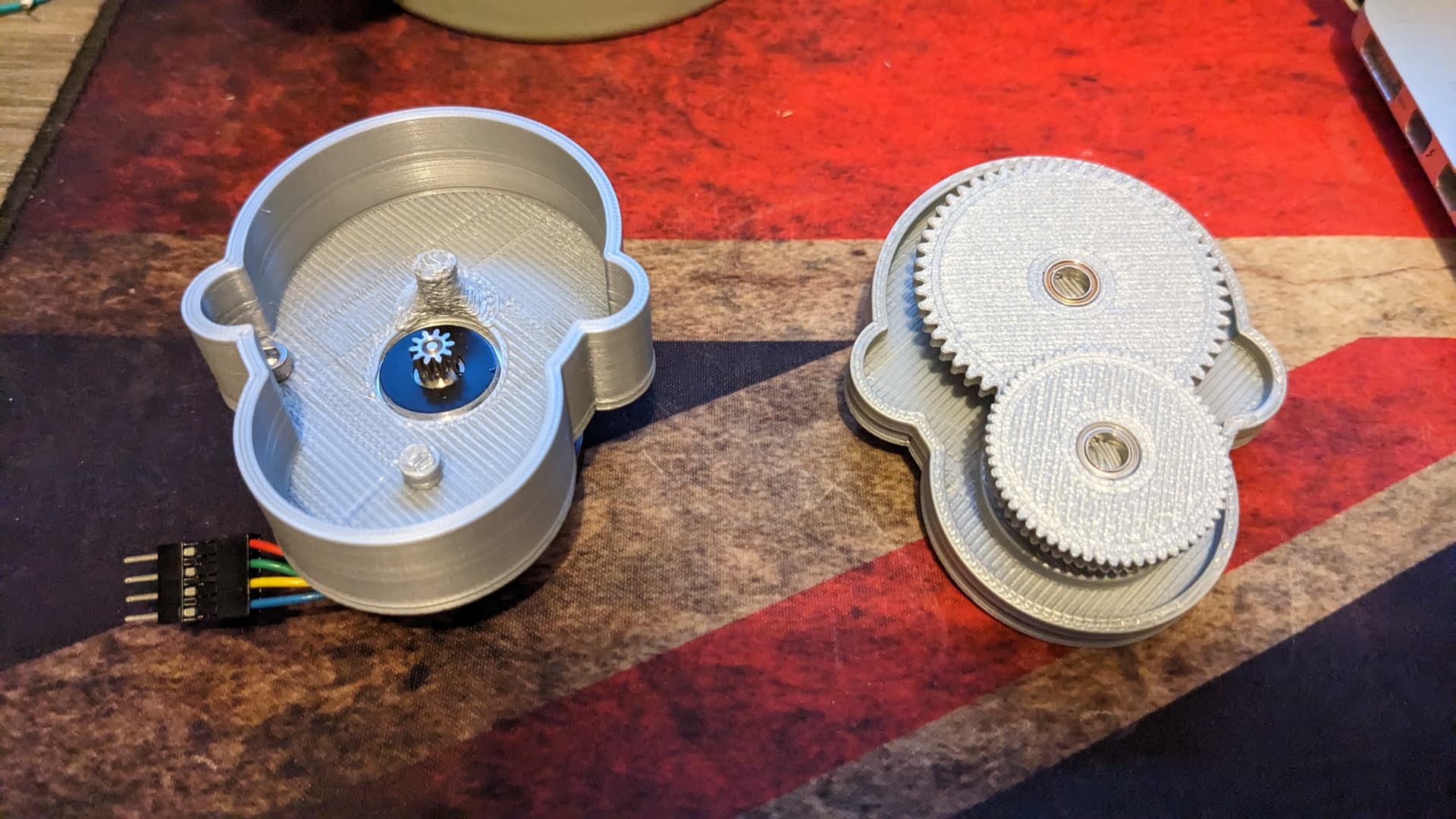
The next modification I’m working on is a Z parking brake, for which I plan to use a servo to insert a spacer between the top of the core and the Z mounts.
All the modifications I’ve made and plan to make are additional to the MPCNC, fitting around Ryan’s parts and securing themselves to the open tubes.
Not started work on the spindle control yet, I have a spare solid state relay and a dimmer control that I plan to use, but afraid I’ve not looked at config for that yet. Are you planning variable speed or just on and off?
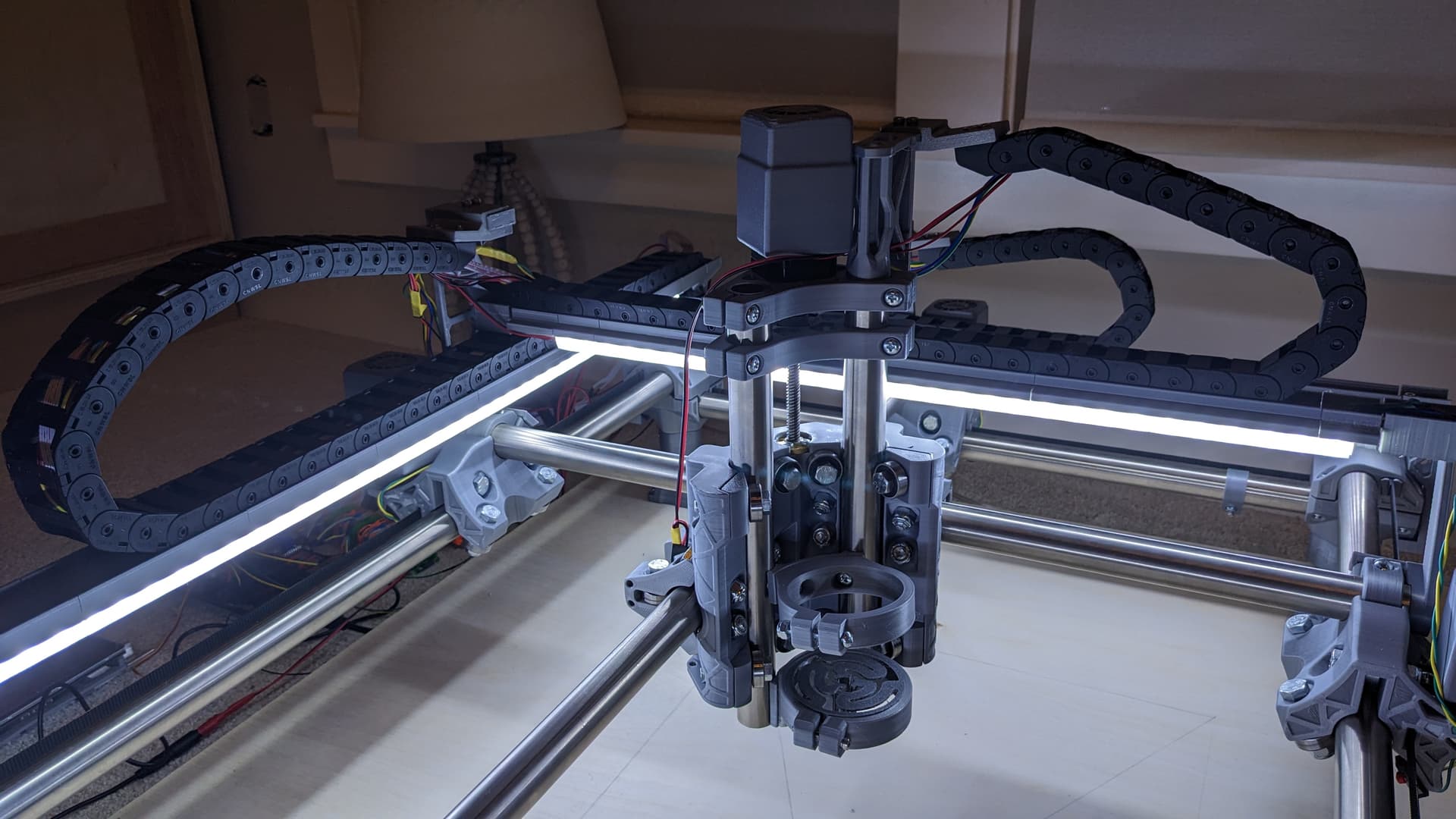
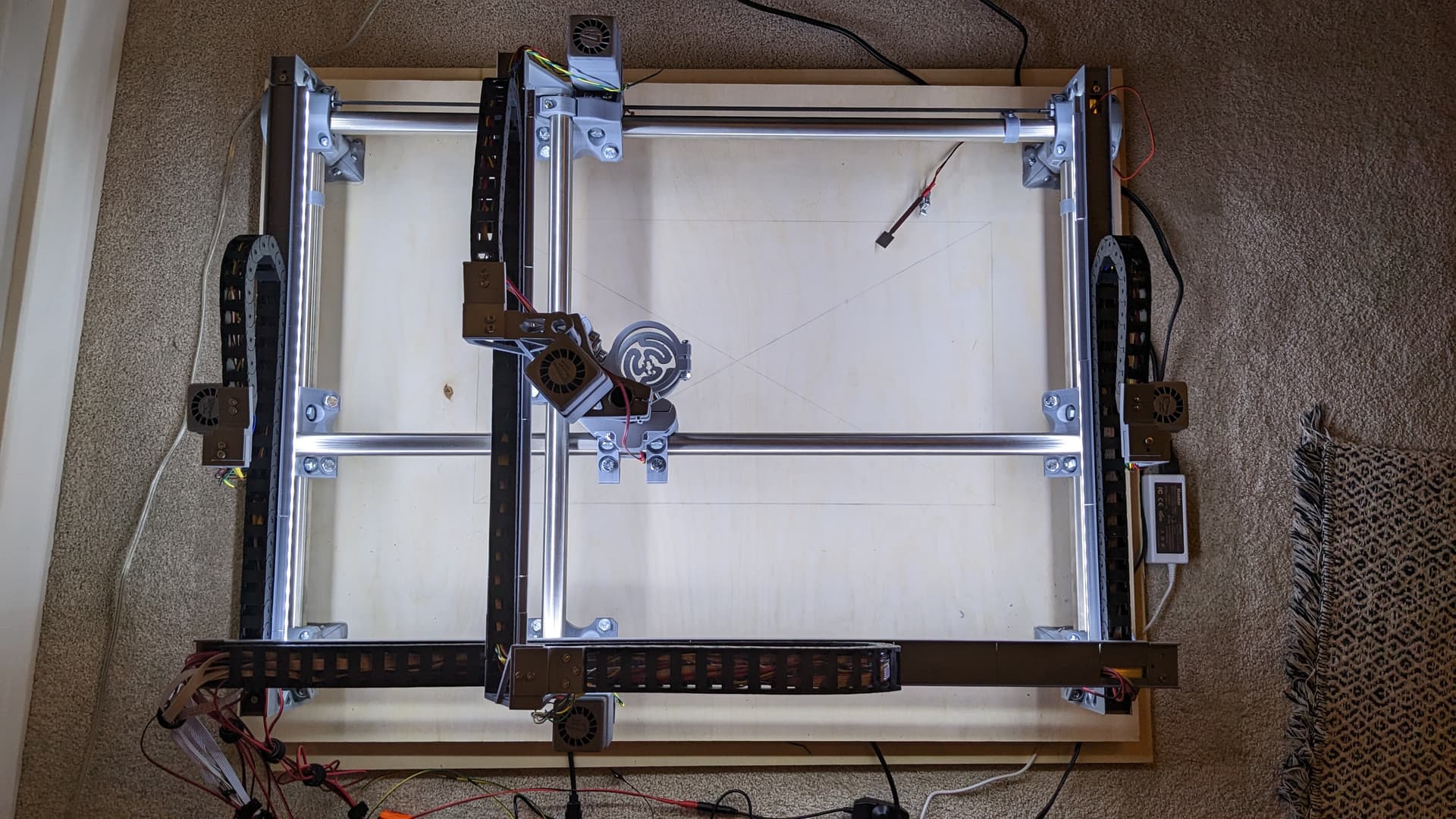
I’ve been working on a idea to apply a brake to the z axis before the power is removed and stop the bit falling into the workspace. I’m using the manual stepper capability of klipper and have built a small gearbox with a stepper to move an arm into place… Not complete yet… But here’s some progress pictures
can klipper be run from a raspberry pi touch screen? I’ve never tried, but figured it might be worth looking into. I have a primo with the skr pro 1.2, pi3b+ and the e3V3 display running marlin and octoprint, but I have an 8" pi touchscreen gathering dust that might be a better use with this. Curious if you have any thoughts on that with respect to klipper and how you interact with klipper with your manta setup.
There is yet another project to do just the screen stuff. It is klipper screen and can be installed by that cli script. It works well. My favorite thing is the real time speed display.
While I’m still not making chips yet, I do have klipperscreen running with a 5" BTT HDMI touchscreen and using it to control without any issues so far.
Are you going to use GRBL or Marlin? Are you using Fusion?
More importantly are you using a Manta board?
I’d like to set mine up with a Z limit on the high position and then use a probe on the top of the stock. I read that I can use g28 and g38 but I don’t know where to wire the probe.