Your decisiveness is impressive! Your experiences are a cautionary reminder that I have to be ready for a lot of try-and-fails when I’m going into these territories. I DID mill some aluminum, the only thing I did different was to lower speed and DOC, and use trochoidal milling.
No wonder machinist operator is an professional education?!
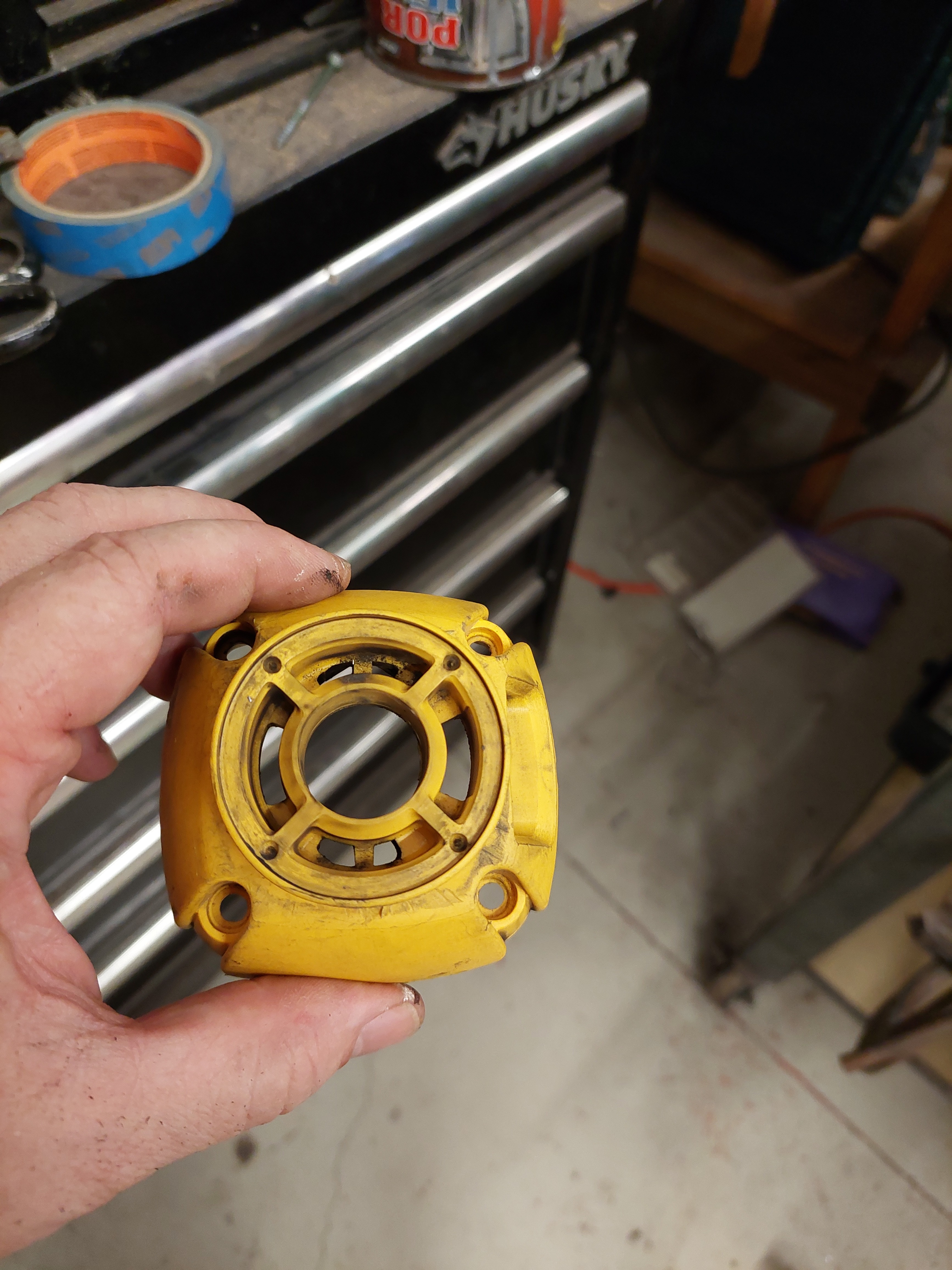
A little down time, I finally broke my Dewalt. It was an odd failure, best I can determine the cooling fan blade disconnected from the armature shaft and wedged itself in to the bearing holder. So I bought another used DW660 and swapped the armature into my first router. I also made a little cleaner mod on the bearing holder for cooling flow through and removed the plastic collet nut adjuster because I never use it anyway.
All working good and made some great aluminum cuts tonight. I think I am getting better results now because I am getting so familiar with the machine. When working well, the sound is much lower decibel. I can easily work on other projects while it is running by just monitoring the sound. Even loosening of screws seems to have diminished somewhat.
Back to cranking out some chips. Machine is becoming more solid which makes me think some of the plastic relaxing may have been a lot of my struggle up to now. I ran probably 3 hours in aluminum and another hour in steel before the bit gave up. I replaced the bit and it went through this 2mm steel sheet metal easily.
Here are some pretty gussets from 0.090 carbon sheet. I think I have a little break now so I may take a look at accuracy and precision in metal to see where I am at.
To date I have only used 1/8 single flute. I ordered a number of these from China with very poor results. So far Kyocera bits I order from eBay are the most successful. Maybe 2 flute will last longer in steel? I have not tried yet. My gut feeling is I am not going to get any major improvement in cut speeds by experimenting with mills, but any increase in longevity would be welcome. There are more expensive bits to try but I would hate burning up a $30-40 mill in 10 seconds if something goes wrong.
As an update, I have not used the mill for awhile as I have other priorities. But I did purchase G-wizard from cnccookbook.com. I can’t say it has helped my MPCNC approach yet, but I am learning quite a bit about this entire process.
I am working on a comprehensive instruction manual for cutting metal with the MPCNC. I need to do quite a few tests to verify my theories so it will take a couple months. Especially since I need to travel a few weeks for work. It turns out a lot of parameters should be common between machines.
One problem I just discovered is runout. My dw660 spindle had 1/2 thou runout but my end mill loaded in the collet measured 5 thou. I think it is due to the 3 or 4 times the nut came loose and the mill started slipping out. I swapped collets and the runout disappeared. Thatt must have been killing my cuts.
Its not at the top of the list, but I have already written that paragraph. In summary, the runout needs to be less than 25% of the chip load. The chip load for a .125 tool is around 0.001. So, needless to say, my .005" runout was burning through tools quickly. Again, just ballpark numbers.
I have not posted in awhile. I did a machine upgrade with dual endsops along with a mist cooling system. I bought a new Rambo 1.4 board from Ryan and after a little testing, found that it can deliver a 2500 mm/min feed rate. Does this sound feasible? I kept drawing boxes faster and faster until it got slower. Then reduced 100mm/min and cut some metal. I will post all the details later, but here is a video taste. 4mm deep aluminum peel at 2400 mm/min feed rate. Yes, 2400 mm/min! How is that for some secret sauce? Actually not really a secret, just quality end mills running at correct speed and feed. I am also running trichoidal cuts in steel at the same rate, no coolant. I have not tried to max out a peel in steel yet, but should be similar only less depth. My bottleneck now are the feed rates, not power or flex or tools.
Really need to dial in precision and accuracy for my next project in Aluminum. It is a critical one… Just not comfortable with that yet to start cutting production parts again. But I don’t think machine time will be a problem anymore.
Here is the result of my latest efforts. 1/2" aluminum cut in 3 x 4.5 mm trichodial passes and a single finish pass. Measured within 0.0015" true to design.
The almost final part. I will drill the holes I centermarked on the drill press and tap the 8 holes on the outside. Hopefully tap threads on the machine someday. I had to post since it came out so well. I am about half way through a duplicate part. Roughly 2.5 hours on the mill total for part. I submitted instructions to Ryan on my recipes so others can duplicate. Once I knew what I was doing, a $15 tool made it go.
Secret #24,
I create a program to “draw” a 0.5mm larger envelope of the exterior surface. So when I flip the part I dry run the program over and over until an end mill can track all the away around the part with router turned off and not move it. Then I lock it down with screws and start cutting.
So I started measuring the out of roundness on these parts and found they are all crap. At least .030" out which is not going to work with this part. All trash. Unless I work on a way to center them up. I was surprised since must of my other stuff looked good.
So I spent about 3 hours today trying to adjust end stops. I was exhausted and ready to give up when I noticed both my x and y rails, which the limit switches are attached to, were loose. So every time I moved a limit switch, I also moved a rail. And sometimes when it zeroed it moved a rail (and switch) by itself.
Lesson learned #78, make sure the leg caps are tight and x/y rails do not slide around when adjusting end stops. Seems simple enough and maybe even common sense, but it caught me and cost a lot of time.
And lesson learned #79, which is most important, check each part as it completed, don’t assume anything is correct, and troubleshoot if there is a discrepancy. Strangly, I apply this lesson almost every day in my normal day job, but skipped it in my home garage due to confidence and excitement.
I have not posted in some time, but still hammering my MPCNC. I got the DRO squaring opertion working better. I will post a video next time I square it up. Blew out my 2nd bearing on the DeWalt to decided it was time for an upgrade. It is replaceable, but i prefer a little more durability. It just takes too long to troubleshoot when something is off. Plus many of my programs take 2 to 4 hours which is too much to eat or repeat if there is trouble.
So I went for the Makita RT700. I went through the entire machine checking torques and friction. Had a few cracked leg mounts I replaced. Found a heavy duty mount design for the router on Thingaverse. Not the best design but I made it work. And it is solid. I think the router mount is the most critical interface in the MPCNC. I struggled with Flexing and loosening from vibration with DeWalt mount until I replaced it with aluminum.
So far I am happy with the Makita. The 1/8 collet has loosened up a couple times so I have to apply a lot of torque to the nut to hold the end mill. I think this will get better over time. The router mount also loosens but when it does it only allows the router to rotate, no flexing. And it takes 5 seconds to check and fix it needed. Again, will get better with time. It runs quieter and the extra power seems to keep cuts a little more consistent.
Ran a 2.5 hour program tonight with little oversight. 5mm tri cuts in aluminum. I hope the bearings hold for out for long time.
I am curious how long it will last also. I have not looked into replacement parts for the Makita yet. I’m not using the MPCNC that often these days. But when I do I really need 8 to 10 hours uninterupted service in metal.
The DeWalt bearing was molded into the mid-plate so you had to replace the entire thing at $25. I almost took a shot at redesigning the mid-plate to accept a replaceable bearing but in the end decided it was not worth it. I wanted the Makita for the variable speeds and 1/4" capacity. Looking forward to playing with that. I have some 3mm steel sheet cut outs as the next project.
On a side note, i kind of gave up on the rotating aluminum parts I was working with in previous posts. In the end I got down to around 0.008"-0.010" in positional accuracy when making small and big holes in aluminum (which was my target) but decided i needed better than that for the application. Trying to increase accuracy beyond that involves way too many variables. Accuracy of moving the core around with no loads is just slightly less at 0.001"-0.007". So I cant say i am not happy. I have made some other rotating parts that allowed more tolerance since then and they turned out great.