
Now waiting for the right tool. 80mm * 2 is not stiff enough
8 Likes
Very nice!
2 Likes
That is deep, that had to take a while!
1 Like
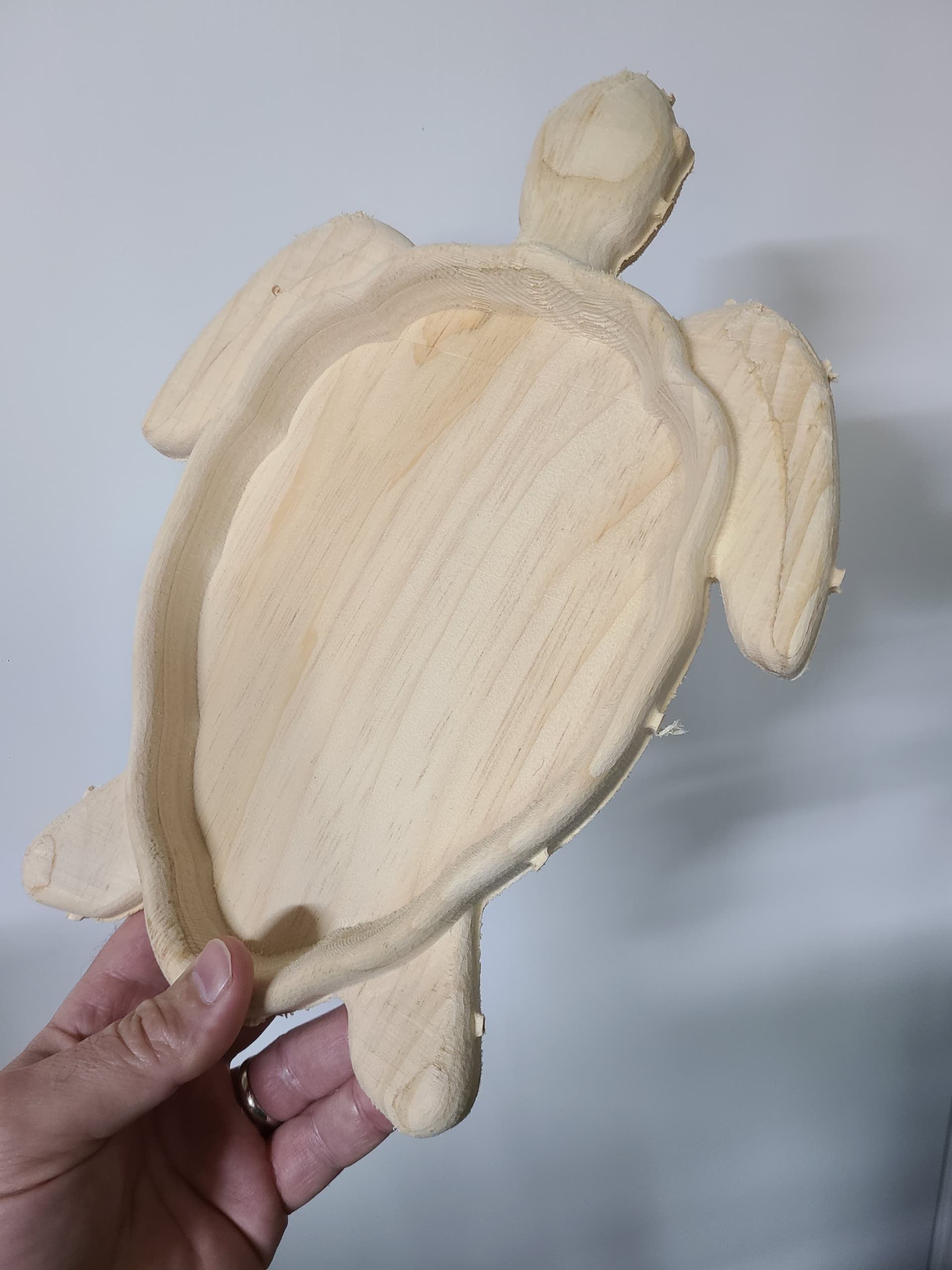
Removed the material with a 6mm ballnose, 10mm depth per pass, 80% overlap and leaving 0.5mm of material.
Finished with a 1/8 ballnose and an overlap of 10%.

During milling there appeared to be a lot of vibration because the 1/8 was not rigid enough. Now a tappered ballnose 6mm with a radius of 0.5mm is on order.

I wonder what that result looks like
3 Likes
I would drop that finish pass to under 10%. I saw @dwkisker’s carvings in person and they were flawless. He also used a tapered bit but I think his step over was smaller.
1 Like
Tnx for the advice… ![]() Do you know the used stepover?
Do you know the used stepover?
1 Like
No he might pop in to fill in the details, he signs in every so often.
I think standard for a ball end is 8% max to not see scallops, less is better.
1 Like
I’ll have to check my records and see what the stepover was, but the key thing is that I did multiple “finishing” passes, with the last ones leaving only very small amounts for the next pass… like 0.05mm. My smallest bit was 0.25mm.
Also, it’s not clear to me that it makes sense to use a ballnose for the rough cut. I think it seems intuitively to be better, but in fact, the ballnose has less cutting surface so it can take more passes to get to the same amount of material removal. These days, my roughing bit is 1/4" straight bit, usually followed by 1/8" straight bit. (Obviously the specific choices will depend on the actual contours. )
More to come…
4 Likes
The sense to use 6mm ballnose is quite simple. It’s the only one big and long enough in my collection ![]()
5 Likes
That’s a good enough reason!
1 Like
I’ve done a few 3d relief cuts and also agree with the 1/4" bit for the roughing pass. It’s way more rigid, especially as you go deeper compared to the 1/8" bit.
I didn’t do multiple finishing passes (though that does sound like it’d help) but the ball nose was able to cut out whatever was left by the rough cut with ease.
So get yourself a long 1/4" bit! Very handy for lots of projects.
1 Like
I just did a test cut on a double sided tray for my wife. Used 1/4", 75% step over for roughhing and 1/8" ballnose, 10% step over for finishing. Finish cut took 5 hours with recovering from losing power 3/4 of the way through… came out ok, but will try tapered ball nose on final piece. A smaller step over would probably yield better results though.

6 Likes
What CAM software were you using Dave?
1 Like
It is milled in oak and the depth is 60mm.
rough milling took 24 minutes, finishing took 131 minutes
3 Likes
What speed and feed did you use for the finishing pass?
1 Like
The answer how many rpm do I owe you. The reason… I can only read the frequency and have yet to figure out how many rpm a frequency of 300Hz is.
The feed rate is about 1200mm/min
1 Like
Thanks, gives me an idea. I’m probably running my feed way too slow on finishing
1 Like
I don’t think it’s wise to rely on my experience. Don’t forget, it’s my very first time doing 2.5 milling. There are undoubtedly very experienced people here on the forum who can give you advice based on knowledge and experience.
1 Like
It’s all good, just comparing notes. Was more curious as you completed the finishing pass in only roughly two hours. ![]()