Axis X=2 Motor with single TB6600 , X2=2 Motor with single TB6600
Axis Y=2 Motor with single TB6600 , Y2=2 Motor with single TB6600
Axis Z=1 Motor with A4988/drv8825
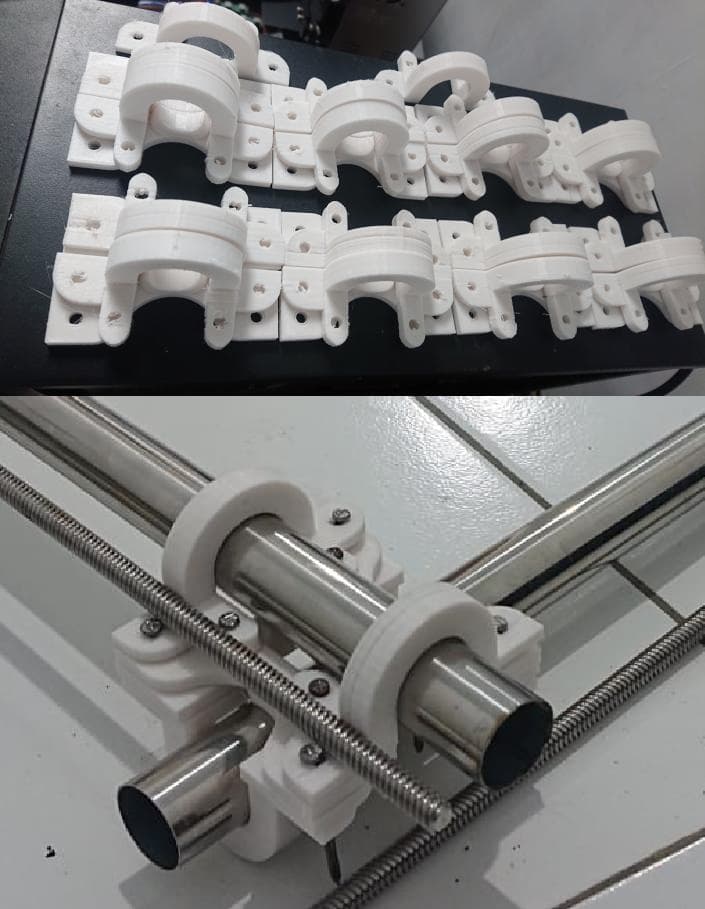
The rest is almost the same as MPCNC, what I marked here is using a lead screw. I used a lead screw with 2 motors to reduce the load. (the longer the leadscrew, the more load).
1 Motor = 1.5A - 1.7A
2 Motors = 3A - 3.4A (I used this for Single TB6600)
For acceleration, I used Gear Ratio for each motor to lead screw. I will set with the same steps as the mechanism using the belt.
If you are looking for more torque at speed, then from what I’ve gleamed on this forum, 1) run your steppers at higher voltages, and 2) use a control board with a 32-bit processor. Many control boards can be run at 24V, and using the TB6600, you can run the steppers at 36+ volts.
There are limits to the plastic parts and other design elements of the machine. I see the potential of your design being a lot of work and expense and only having a limited impact due to other aspects of the machine.
I don’t think of my comments as a “solution” to your question, just my guess about a possible outcome. The “problem” with the MPCNC is that everyone does their own version.
they pick the size
they pick the router and the mount
they pick the plastic and the printing parameters for that plastic
they select what tools are used in the design and cutting pipeline
they may select custom features
So, with all these personal choices, it is hard to see the limits of the MPCNC or how the many customizations impact the performance of the MPCNC.
Your changes seemed to be targeted at torque. At slow speed, torque determines how deep each pass can be without losing steps. Your CAM software sets the dept of cut for each pass, so the “only” thing you are gaining with increased torque is less passes (faster cutting). And there are Nema 17 stepper motors with significantly more torque than the HS4401. In fact, I’ve seen ones on Aliexpress that have twice the torque (so you could get the equivalent torque of your two-motor system in a single stepper motor without MPCNC modifications). And I seen these steppers on the forum several times, which are both inexpensive and half again the holding torque of your HS4401 steppers.
Stepper motors lose torque with increased speed. The point of significant torque loss is far faster than most CNC routing. But if you are cutting a light material like foam, or doing laser engraving, or doing pen plotting, then torque at speed may become an issue. Here is one post where higher voltages and a faster control board made a difference.
I think the weakest link in this design is the lead screw nuts. They typically allow a lot of backlash. This can be mitigated using antibacklash assemblies. The lead screw nuts are typically made from softer materials than the lead screws and can wear quickly if lubrication is not maintained. As the nuts wear the backlash increases.
This issue is minimal for the Z-axis because the movements are typically short and slow. However, movements along the X-axis and Y-axis are typically longer and faster. More friction. More heat. More wear. Lubrication is your friend.
I recommend shielding the screws from the milling debris. You don’t want that in the threads.
True. That is more of an issue for the X-axis and Y-axis. However, wear IS an issue for the Z-axis. I have seen the threads in Z-axis nuts worn to the point that the lead screws begin to slip through the nuts.