My SKR 1.2 PRO controlled MP3DP V2 worked fine until a few days ago.
Now when a print ends and returns to home of the X axis, it does not listen to the microswitch it goes beyond the limit switch, it is skiping steps and makes the noise I filmed.
Link: https://drive.google.com/file/d/1mK75QLnaiSY8zfpnAGVst4FH2v3-FFtB/view?usp=sharing
I replaced the microswitch even if it seemed to work, when I operate it the LED next to the X driver of the SKR card lights up.
So I guess the problem is in the end-of-print code.
Below is the last part of one of my gcode, I hope someone on this wonderful foreum can give me indications to solve the problem,
Thanks in advance
G0 F7200 X115.156 Y123.279
G1 F1800 X115.017 Y123.419 E1673.68036
G0 F7200 X114.873 Y123.279
G1 F1800 X114.734 Y123.419 E1673.68364
G0 F7200 X114.594 Y123.276
G1 F1800 X114.451 Y123.419 E1673.68701
;TIME_ELAPSED:5386.500245
G1 F1500 E1667.18701
M140 S0
M107
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F9000 ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
M82 ;absolute extrusion mode
M104 S0
;End of Gcode
The endstops don’t inhibit motion, they only work when you are homing. That way, a small false positive doesn’t ruin a job. You can change that if you want it to stop whenever it detects the endstop.
The G1 X-20 Y-20 is going to move 20,20 towards the origin, no matter where you were. You probably finished this print within 20mm of the endstop and normally don’t.
Since you are homing right after that, I would just take out the xy move. Make that section of code look like this (I removed the XY and slowed down the move since it is now only in Z):
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 F900 ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
These looks an awful lot like my ending gcode script. I wonder if we both got it from the same place, or if you got it from me
Hi Jeffe, many thanks, you are always ready to help me.
In reality, the return movement had started from the center of the bed, therefore much farther than 20.20.
This code sequence is automatically generated by Cura 4.11.0.
I configured my MP3DP in Cura as a Prusa I3.
I’ll try to manually edit a gcode as you suggested to check if the problem goes away.
What is strange is that everything worked fine for about a year, then the problem started some time ago, maybe since I updated Cura to version 4.11.0?
The problem is not completely solved.
The cart returns to zero, presses the microswitch and makes a few more bounces.
Do you have any other suggestions please?
Yes, but only few times.
The weird thing is that I always start my prints with a homing, so it should eventually go back to X Y home without bouncing.
Maybe instead of sending it to 0,0 I could try to send it to 5,5 by replacing the string:
G28 X0 Y0 with G28 X5 Y5
What do you think?
G28 is a home. It will do the homing sequence every time. Including the bounces. It doesn’t go to zero, it sets the zero by measuring from the switches.
OK, I understand that I will have to commit and study the Gcode … but at my age it is difficult.
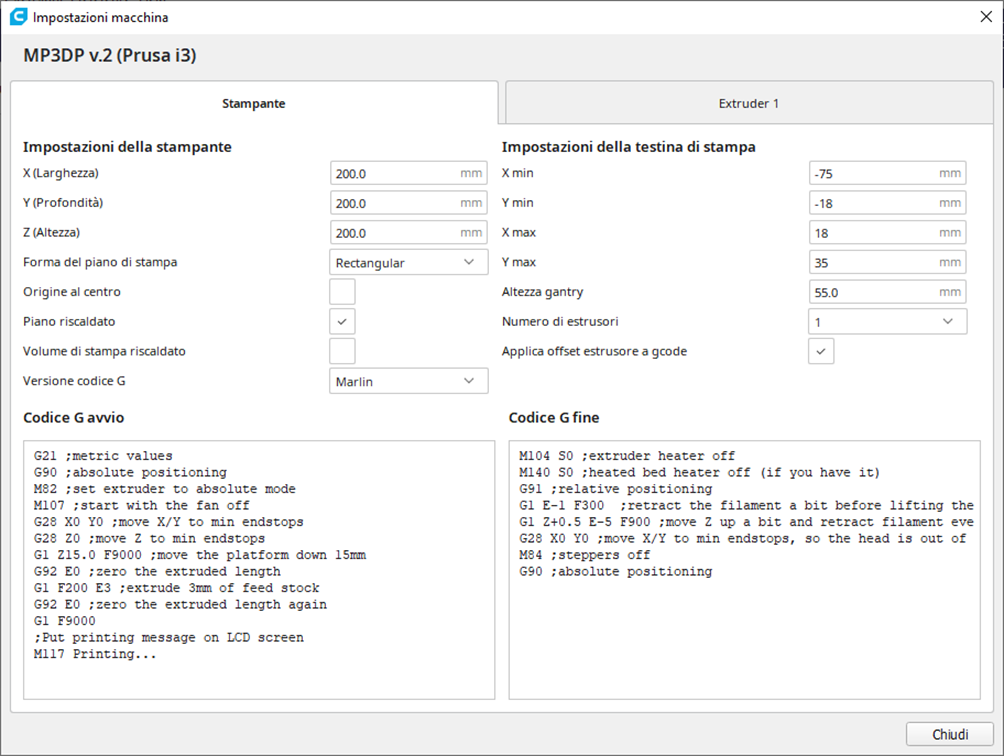
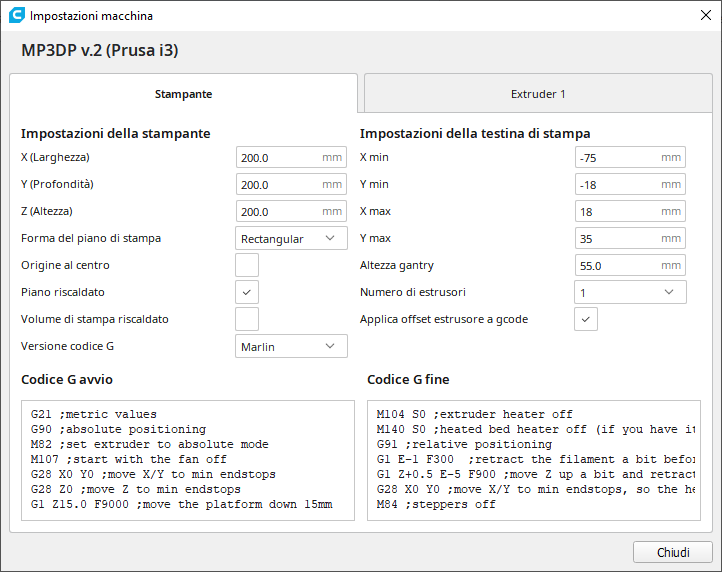
Could the problem possibly be in the data on the right side of the image?
The title: “Impostazioni della testina di stampa” can be translated as: “Print Head Settings” (I’m sorry but I couldn’t find the English language in the Cura settings)
I will print some more and report back what happens
I would assume, I don’t use cura, but those should be 0,0,0, 200, 200, not sure what the rest is.
At the same time Homing after printing is uncommon. Most times I just have the head move up a few mm. You have it set to retract twice and only move up 1/2mm. I would delete the G28 line from your ending gcode, and increase the Z move to 3mm instead of 0.5.
So the print head settings are for unusable areas (I.e. like the core to the center of our routers on the Mpcnc). They will not be 0.0.0 I would need to look at mine when i get home. But if these are wrong, it would definitely crash.
Many thanks to all of you.
I was able to change the language so next time I can send you pictures in English.
I will make the corrections suggested by Ryan.
I will only be able to try the changes in two weeks because I am on vacation from today.
Thanks again
I finally got to try Ryan’s suggestion. The problem is solved.
Here are my end-of-print settings in Cura:
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+3 E-5 F900 ;move Z up a bit and retract filament even more
M84 ;steppers off
G90 ;absolute positioning
The print head now rises and stays in the last position.
it would be nice to be able to send to the Y coordinate 180 to access the print, but I couldn’t do it. Can someone please help me?
Thanks Ryan, I tried your last tip, but unfortunately it doesn’t work.
At the end of printing, the movement on the Y axis went beyond the limit switch thus creating the noise it made before on the X axis.
But this was just make-up, so I can do without it and go back to the previous version:
B.R.