Just finished up my LR4 build and had it cutting last night perfectly doing a v1 logo
Came out today with a file to cut my strut plates and when I ran it the machine went straight up to the Z end stops and started running the program from there in the air
I ran the same file that cut my logo yesterday and it is now doing the same, it’s like it’s homing fully and then beginning at Z0 and working down this leads me to believe it’s an issue with the board/software as it’s doing it now to any file that worked before
It is still homing and jogging perfectly it’s just trying to cut in the air now, I’m posting here now to see if it’s something simple before I go and try reinstalling the firmware
$SS
[MSG:INFO: FluidNC v3.9.1 {link won’t post in forum }//gi hub.c om/bdring/Fl uidNC]
[MSG:INFO: Compiled with ESP32 SDK:v4.4.7-dirty]
[MSG:INFO: Local filesystem type is littlefs]
[MSG:INFO: Configuration file:config.yaml]
[MSG:INFO: Machine LowRider]
[MSG:INFO: Board Jackpot TMC2209]
[MSG:INFO: UART1 Tx:gpio.0 Rx:gpio.4 RTS:NO_PIN Baud:115200]
[MSG:INFO: I2SO BCK:gpio.22 WS:gpio.17 DATA:gpio.21]
[MSG:INFO: SPI SCK:gpio.18 MOSI:gpio.23 MISO:gpio.19]
[MSG:INFO: SD Card cs_pin:gpio.5 detect:NO_PIN freq:20000000]
[MSG:INFO: Stepping:I2S_STATIC Pulse:2us Dsbl Delay:0us Dir Delay:1us Idle Delay:255ms]
[MSG:INFO: User Digital Output: 0 on Pin:gpio.26]
[MSG:INFO: User Digital Output: 1 on Pin:gpio.27]
[MSG:INFO: Axis count 3]
[MSG:INFO: Axis X (3.000,1263.000)]
[MSG:INFO: Motor0]
[MSG:INFO: tmc_2209 UART1 Addr:0 CS:NO_PIN Step:I2SO.2 Dir:I2SO.1 Disable:I2SO.0 R:0.110]
[MSG:INFO: X Neg Limit gpio.25]
[MSG:INFO: Axis Y (3.000,2483.000)]
[MSG:INFO: Motor0]
[MSG:INFO: tmc_2209 UART1 Addr:1 CS:NO_PIN Step:I2SO.5 Dir:I2SO.4 Disable:I2SO.7 R:0.110]
[MSG:INFO: Y Neg Limit gpio.33]
[MSG:INFO: Motor1]
[MSG:INFO: tmc_2209 UART1 Addr:3 CS:I2SO.14 Step:I2SO.13 Dir:I2SO.12 Disable:I2SO.15 R:0.110]
[MSG:INFO: Y2 Neg Limit gpio.35]
[MSG:INFO: Axis Z (-297.000,3.000)]
[MSG:INFO: Motor0]
[MSG:INFO: tmc_2209 UART1 Addr:2 CS:NO_PIN Step:I2SO.10 Dir:I2SO.9 Disable:I2SO.8 R:0.110]
[MSG:INFO: Z Pos Limit gpio.32]
[MSG:INFO: Motor1]
[MSG:INFO: tmc_2209 UART1 Addr:3 CS:I2SO.19 Step:I2SO.18 Dir:I2SO.17 Disable:I2SO.16 R:0.110]
[MSG:INFO: Z2 Pos Limit gpio.34]
[MSG:INFO: X Axis driver test passed]
[MSG:INFO: Y Axis driver test passed]
[MSG:INFO: Y2 Axis driver test passed]
[MSG:INFO: Z Axis driver test passed]
[MSG:INFO: Z2 Axis driver test passed]
[MSG:INFO: Kinematic system: Cartesian]
[MSG:INFO: STA SSID is not set]
[MSG:INFO: AP SSID FluidNC IP 192.168.0.1 mask 255.255.255.0 channel 1]
[MSG:INFO: AP started]
[MSG:INFO: WiFi on]
[MSG:INFO: Captive Portal Started]
[MSG:INFO: HTTP started on port 80]
[MSG:INFO: Telnet started on port 23]
[MSG:INFO: Flood coolant gpio.2]
[MSG:INFO: Mist coolant gpio.16]
[MSG:INFO: Probe gpio.36:low]
ok
I have a video of it doing this I will try to link to the thread, or it might be on the Facebook group if its approved
@johng290 - Odds are that you somehow lost the Z=0 location (possibly due to a power cycle), and if you didn’t home then probe to the material, the machine thought that the Z=0 was at the top of your gantry (default I think with FluidNC/Jackpot).
If you probe first and then set Z=0 to the stock, and then run the program again, does that fix the issue?
In Marlin it is G92 Z0 . I’m not sure if that is the same in FluidNC/Jackpot world.
Without a probe, you are really just guessing where the bit is in relation to the stock. You could do what is done with 3D printers, and place a piece of paper or thin cardboard (business card or similar) between the bit and the stock, then slowly lower the end mill (bit) until there is a light drag. Then set the G92 Z(x) where (x) is the thickness of the paper/cardboard.
I know you can input Code to the board from the website so I might try that
I guessed that coming from the 3d printing world myself I was sort of doing that and eyeballing it haha, After I get my struts cut I do plan on getting a probe set up when I’m reassembling it
Thanks to @Bartman I managed to get it up and running today,
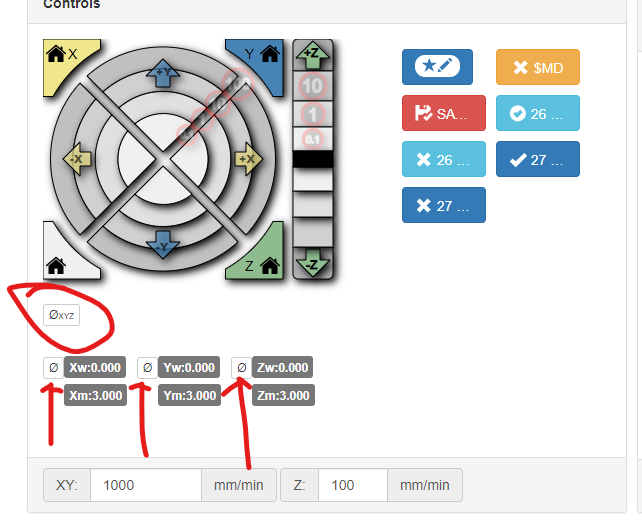
That G-code worked when input manually but then I noticed there is an option to Zero each axis (Arrows) built into fluid and a button that does them all in one (circled) I’m not sure how I missed them but i have attached a photo for anyone else who ran into the same issues as me
Thanks, Lads for the help It probably won’t be the last time
Have a good Christmas