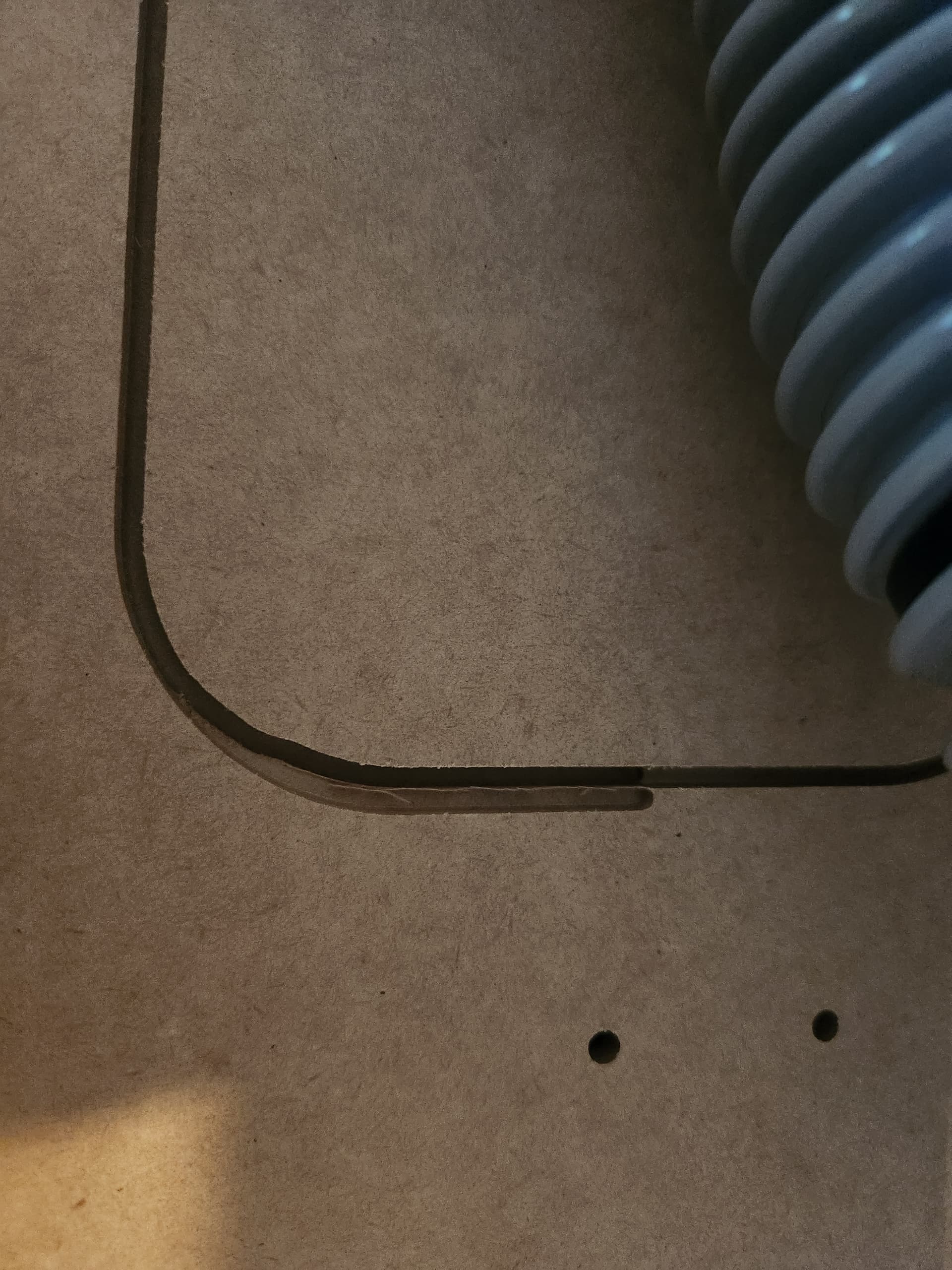
I’ve noticed with my LR4 that when cutting multiple passes sometimes the bit becomes misaligned. You can see what I mean in the image. I’m cutting 6mm MDF at 3.5mm depth of cut, 1/8" upcut bit, 15mm/s feed rate.
Any idea what would be causing this? It’s ruining my parts.
With the machine powered off can you hold the router bit and give it a wiggle in every direction - if there’s any movement you might need to carefully adjust your core.
At those settings there should not be a loss of steps at all.
That could happen, as mentioned before, when the grub screws are loose, but then it happens more. Another option is that the CNC snatches on something, the hose, a cable, something on the side of the table. There are a lot of options.
Check the tram of your router. If the router is not perpendicular to the work piece, you can get ledges like that.
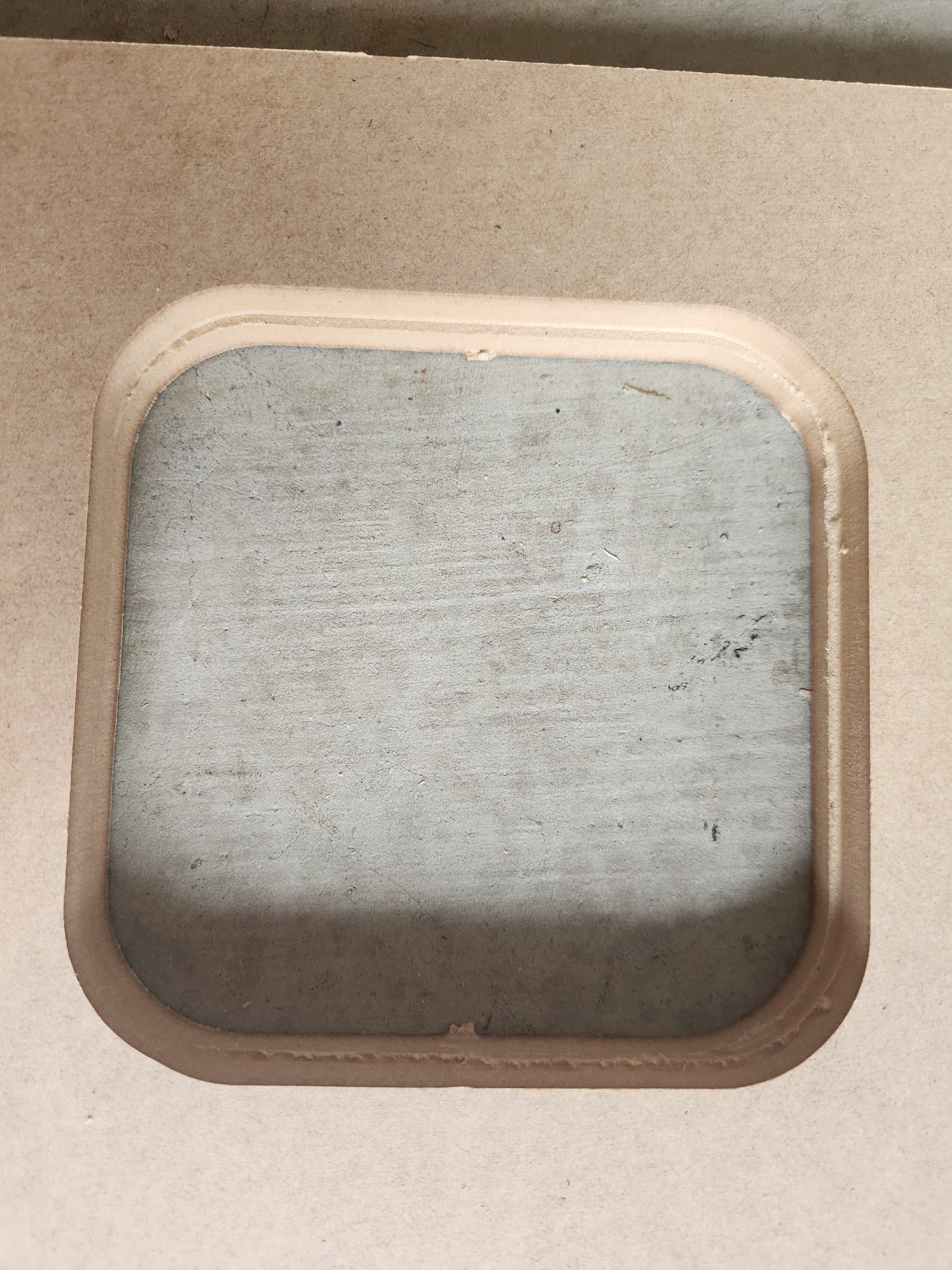
That also looms like it was cut in 2 passes. That’s deeper than I cut per pass. My 1/8" tool cuts a max of 4mm deep, usually closer to the tool diameter. Try using more, shallower passes and see if it improves.
I’ll check the tram. It was cut with multiple passes, depth of cut was 3mm.
This was the only section of the piece that had the issue though, the outer cuts were fine. (This is a hole within a part).
If you put your hand lightly on the core sometimes you can tell what it is doing. You may be able to pick up when it skips a step. Sometimes you can see it or hear it stutter. Does this happen in one particular location? Is it a corner or a particular direction? Is the collet hot when you are done cutting?
Another troubleshooting tip is that I too video with my phone during cuts. Both sides of the core. I discovered that the lower right side of my core was flexing out slightly when moving north.
Might also assess how easy it is to move the machine when the motors are off. Just go slow when you do it. There is drag from the motors, but it shouldn’t be hard to move.
If the tram is off you’ll get the same lines in every layer. Shadow cuts won’t be a problem but as you go deeper you’ll get binding and missing steps, Angie’s cuts etc.
Quick and easy way to see the problem, cut a 2" square pocket. It only needs to be deep enough to get a full cut. Then do it again but have the pocket cut 90% in relation. That will have the low side of the bit always cut and the lines will vanish.
I’ll tram the machine again and record a video of what I’m currently doing and my setup and post it. There may be a few things at play and I’d like to get everyones advice.
Haha… I forgot to mention the best troubleshooting step. Slow down your spindle speed and your cutting speed so you can cut slower. I don’t know why you’d have problems at 15 mm/sec, but if you slow down does is make the misalignment better or worse?
Heres a video of my setup, I tried to cover all of the areas I thought could be potential issues.
I also checked the tram, it was only maybe 1-2mm out in one direction (I had trammed it before) and I’ve adjusted it now. Its now about as accurate as I can make it (1mm in all directions). The spoilboard had been surfaced, and it wasn’t perfectly flat but as I’m only cutting 2D objects from MDF I didn’t think that would be an issue.
I’ll give it a chance for some of you to critique my setup and then adjust if necessary and make some test cuts. I really appreciate everyones help.
It looks pretty good. There is clicking when you jiggle the core at 2:58. Do you have a feel for where the click originates? Is it a bearing clicking on the rail, if so can you figure out which one? Under load, if it allows tiny movement, it will be magnified at the end of the bit. It’s a huge problem if you over-tighten the core, so we can see what others say.
Also - any idea why the core was hard to move in X? Seems like Z and Y move freely, but X had some resistance?
If you ask the machine to move exactly 500mm in X, does it move exactly 500mm?
If you put something blunt in the collet and try to wiggle the core from that point, do you feel any wiggle at all? (I discovered my LR3 moved away from the rail by a small fraction of a mm, but it was causing a similar misalignment.
Anxious to see what others think. Your build looks great!
I agree with DG here, there should not be any clicking. It should be completely snug. Tension your core tensioning screws by 1/8 of a turn and try to wobble t he core again, please.
The ‘clicking’ is the core moving horizontally along the rail. I tightened the top right core bolt a small amount and now that that noise has gone.
As for why its hard to move in the X axis I’m not sure. It sometimes makes a creaking sort of noise as the machine moves along the X axis, usually towards the middle section of the rail.
I tested an X move of 500mm and it moved 497mm.
There is no wiggle from the collet that I can detect.
497mm isn’t good enough on a 500mm move. Something is restricting it, and perhaps you’re losing steps.
To check if you’re losing steps, try moving 500mm again, then moving back to the original location. If it ends up exactly where it started, then it’s not losing steps (or its losing an exactly equal amount in each direction I suppose.)
I know some of this might be impossible without removing the core. But do all of the bearings turn freely? It’s possible to tighten them enough that they don’t turn quite freely. You might start by removing the X-belt and moving the core back and forth. It should move quite freely at that point. If it doesn’t, might need to go bearing by bearing to see if they’re creating any resistance compared to their counterparts.