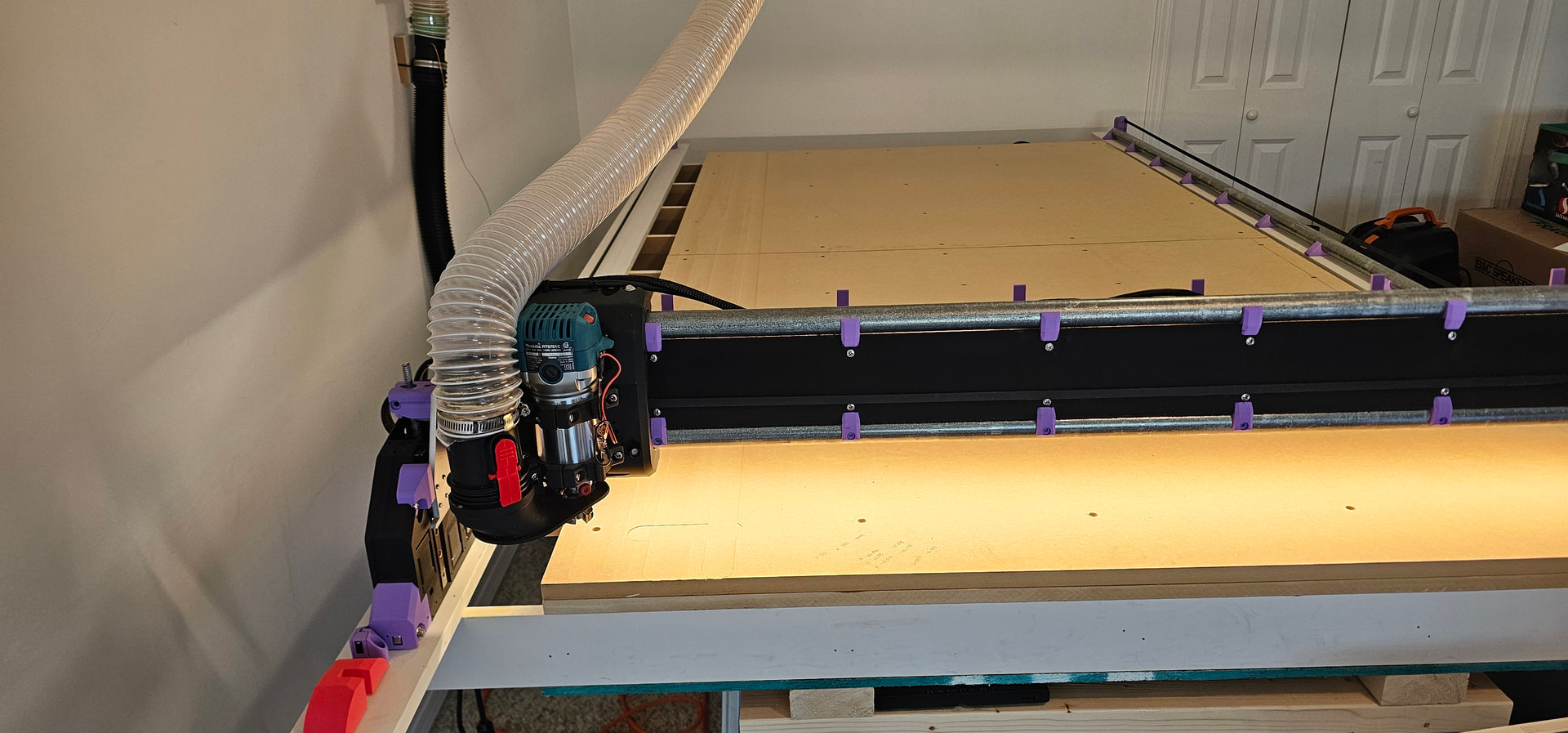
Hi all, I’ve recently finished up my LR4 build (using the full build kit from the v1e store) and I’ve noticed that the Z axis is dropping steps while cutting.
I’ve tried to upload photos/gcode, but new users aren’t permitted to do so.
I noticed it first while cutting the struts. I figured it was a loose bit, or uneven table, etc, but it’s continued to persist. I’ve read through the forum and I believe I’ve addressed the usual culprits:
- The Z screws are well lubricated.
- There is no perceivable binding in the Z screws and the gantry crashes when power is disabled.
-
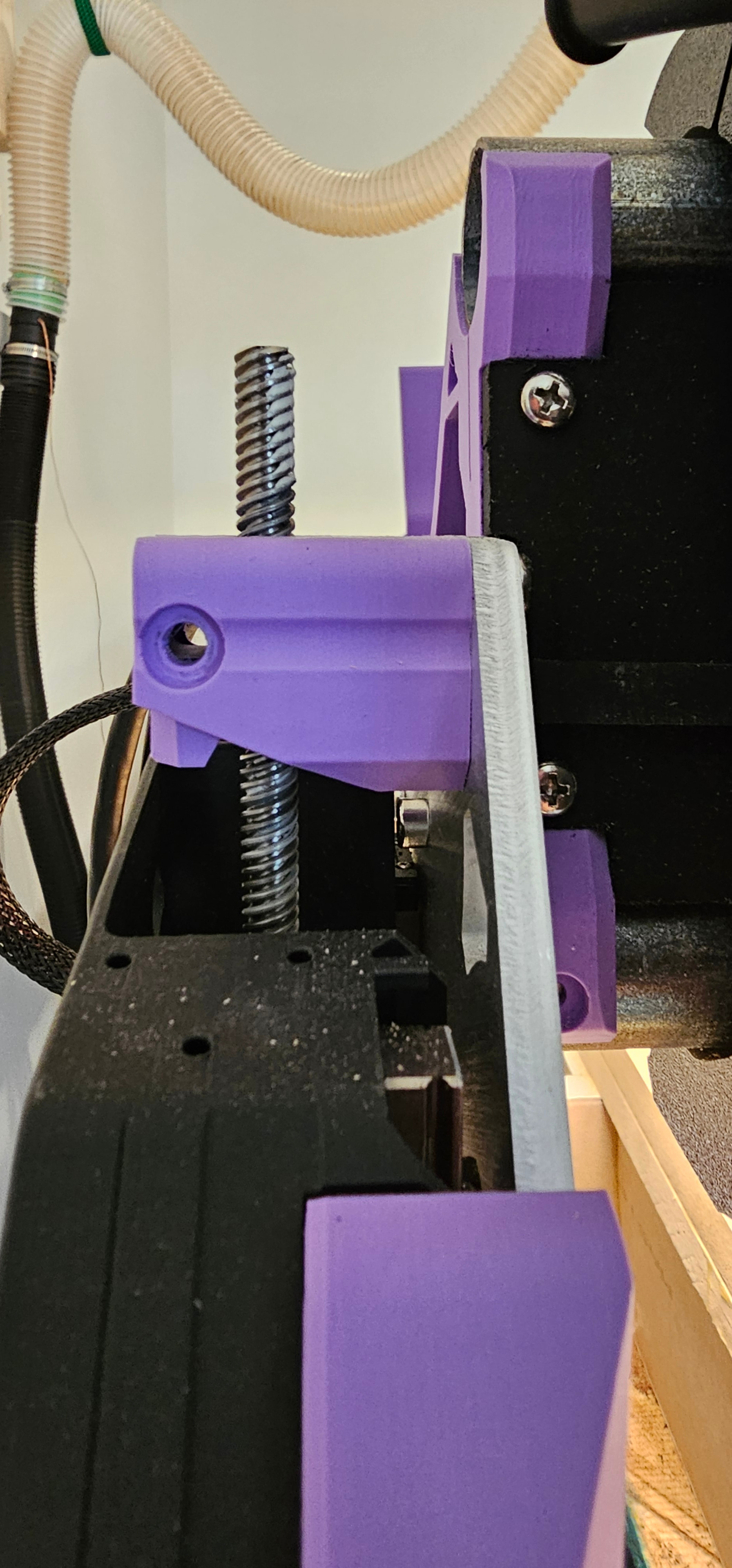
- One observation on this, I have noticed that the lead screws aren’t perfectly aligned with the direction of travel of the gantry… if I send it to the top and lift the gantry to let the screws settle where they want, then send it to the bottom and lift again, they spring laterally a couple mm. There is a very minor amount of twist in the Zmax screw as it rotates that I haven’t been able to address by reseating the screws.
- I do not have the cross-tensioner screws in.
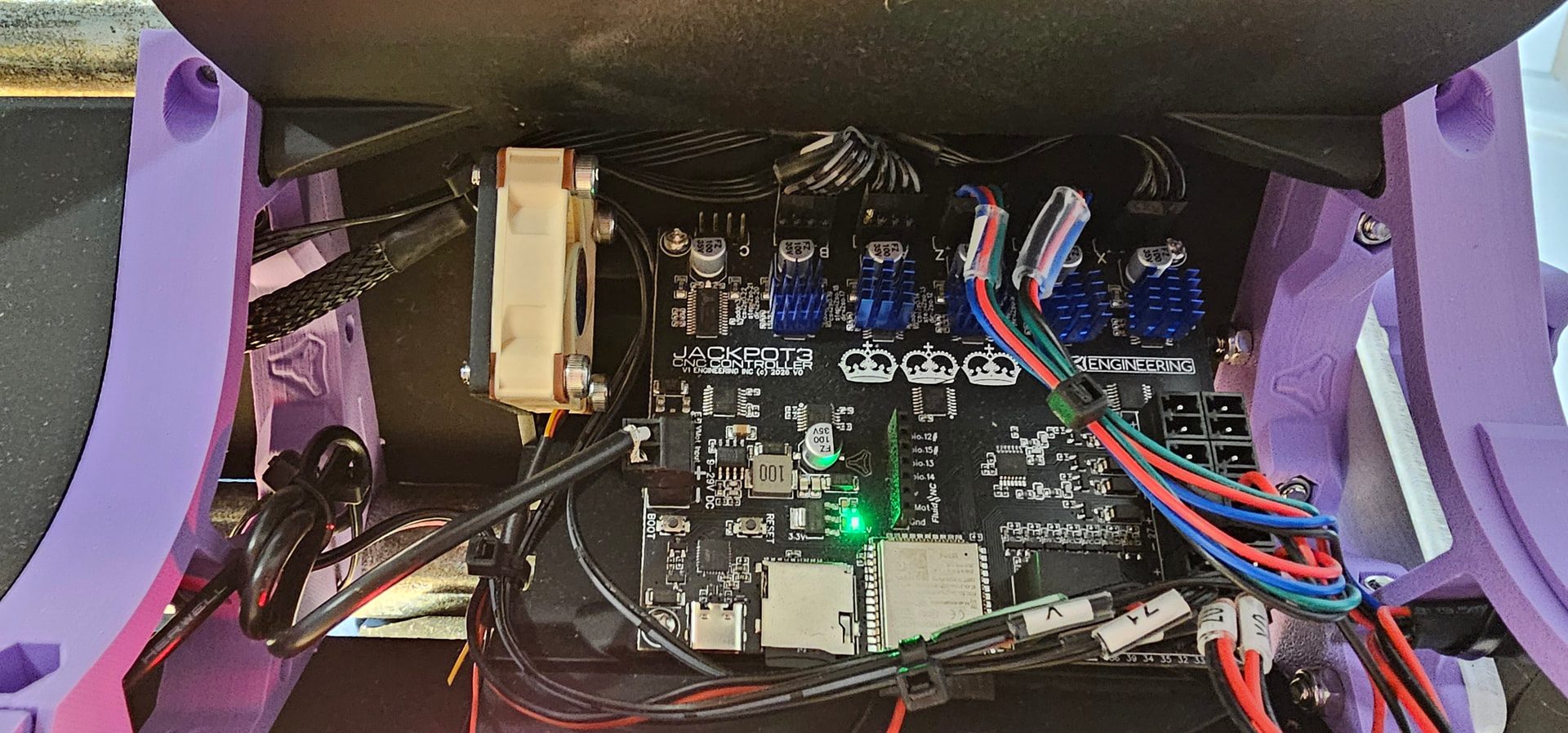
- My Z max move rate is 900 mm/min and acceleration is 80mm/s^2. The Z steppers are set to 700mA hold and 800mA run and they do get warm while running. Aside from pull-off and max travel settings, I’m using the defaults that arrived with the board.
- My dust extraction hose is grounded, and I have a fan blowing over the PCB heat sinks.
- I’ve triple-checked that the bit is not slipping from the collet.
As a specific example, I tried surfacing my spoilboard with a very simple gcode script I put together. I was using a 1-1/4" surfacing bit with a 50mm/min plunge rate. The machine lost Zmin steps with most passes, resulting in stepped zebra striping down the table. Here is a snippet of the gcode I was using:
G21 (Metric)
G90 (Absolute Positioning)
G94 (Units per Minute)
(--- Start at 0,0,0 ---)
G0 Z4
(Pass 1)
G0 X0 Y2440
G1 Z0 F50
G1 Y0 F900
G0 Z4
(Pass 2)
G0 X15 Y2440
G1 Z0 F50
G1 Y0 F1800
G0 Z4
(Pass 3)
G0 X30 Y2440
G1 Z0 F50
G1 Y0 F1800
G0 Z4
(Pass 4)
G0 X45 Y2440
G1 Z0 F50
G1 Y0 F1800
G0 Z4
etc
I tried another test where I made a gcode file to rapid (G0) move the gantry from the top travel down to the spoilboard and back up repeatedly, and even after a 100 cycles, it did not drop any steps… so it seems to be something specific about cutting that causes it.
G0 Z60
G1 Z0 F300
G0 Z60
G1 Z0 F300
G0 Z60
G1 Z0 F300
(repeat)
If anyone could offer any help, that would be appreciated! I’ve been pulling my hair out about this for a while now.