As I am starting to regularly use my LR4, I notice that the dimensions are not spot on… I tried a couple of things, not sure what to look at anymore. Tightened all the screws that I could think of (on the Core, the Tool mount, the belts, …), but it did not change anything. Tried different tools, speeds and feeds. I can’t really wiggle it much anymore. I feel like at this point, I am just bending the machine.
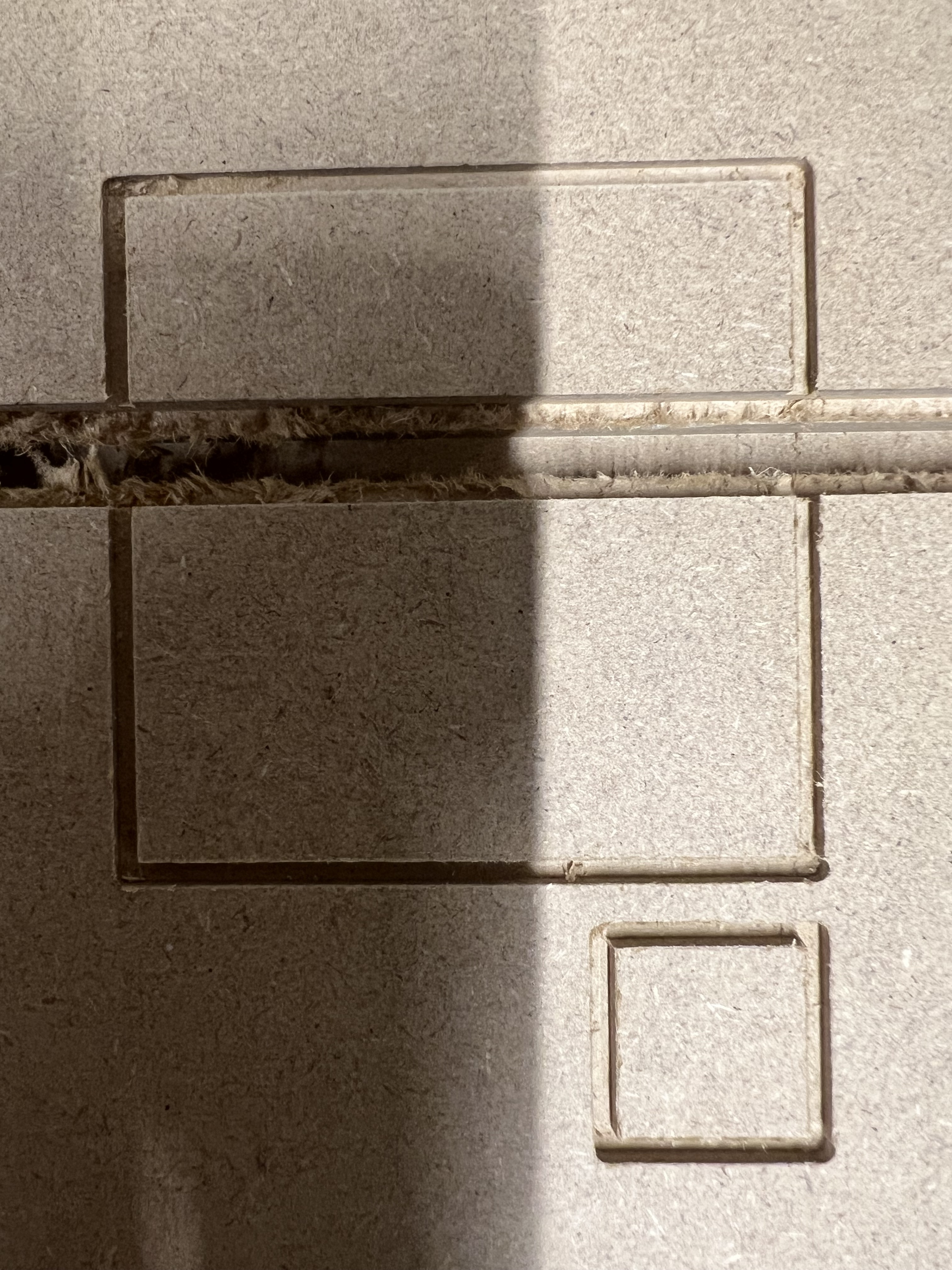
For the below, I took a fresh 1 flute 1/8" inch, and cut at 15mm/s at 3mm depth.
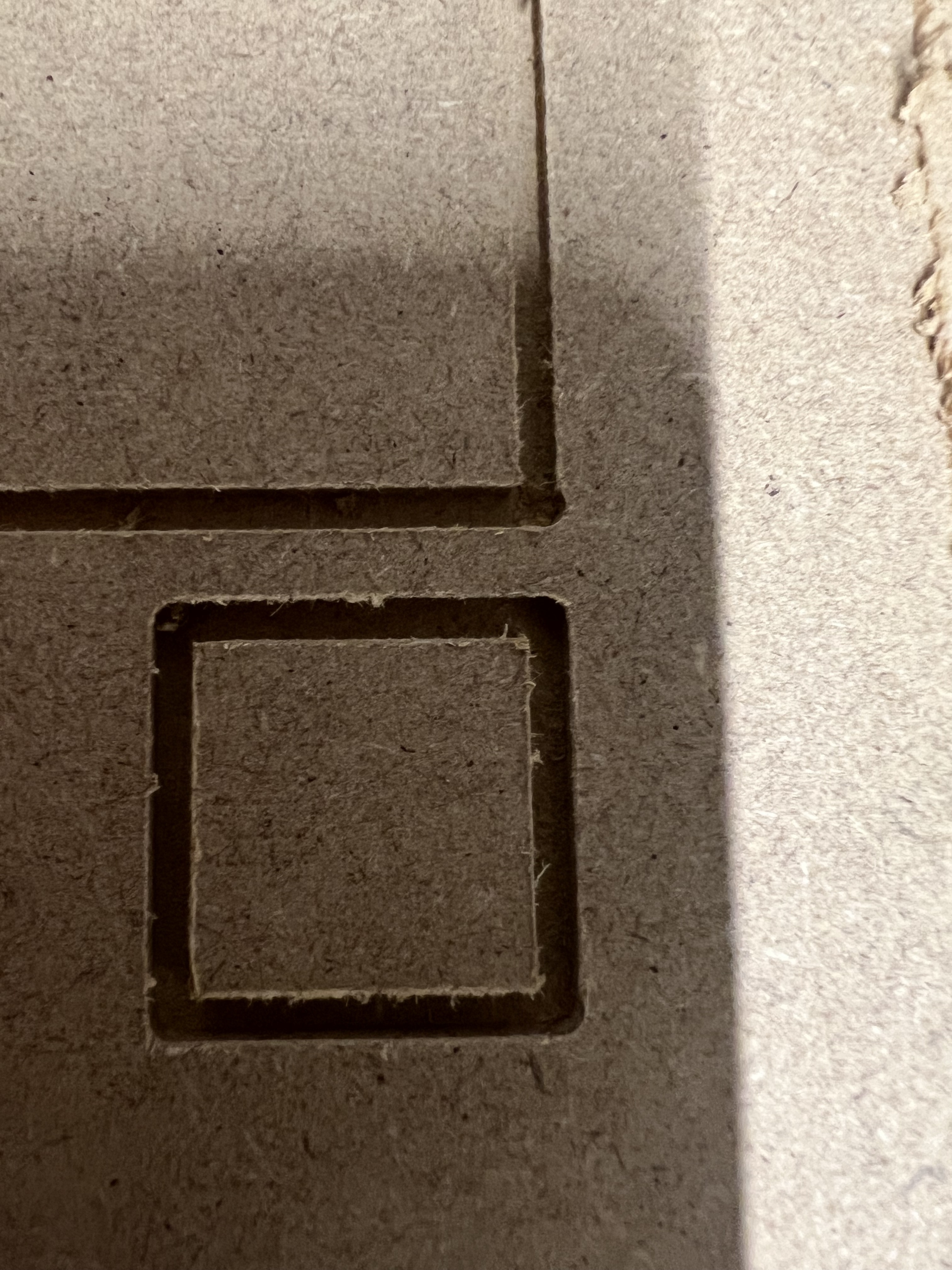
I have 2 squares, one is 30mm and one is 90mm. On X, both are about 0.4mm too large (absolute). On Y, both are about 1% too small (0.3, 0.9mm). You can also see at the point where the bit plunged, something weird happened. Again, with different endmills, the exact same thing happens.
Am I expecting too much accuracy? What could I test to narrow down the issue? Where could I look for a solution?
Thank you!
Measure your cut, then check what you have programmed for your tool. Somewhere here it describes how taking calipers to define the tool may not work. Sometimes you need to measure the cut!
yeah I can see how this would work for my “fixed offset” on the X axis. For Y (ok the photo up/down), where ut seems to be proportional, I dont think this is going to help.
Perhaps break down the possible causes and go from there.
My approach would be:
Try with a pen mount on some paper and see if the motion is correct. That should tell you if it’s something that occurs without cutting forces in play.
Try same toolpath as you used above but in something super easy to cut like model foam. That should isolate whether it’s deflection under cutting loads or a tool geometry/program issue.
Try the same toolpath as above multiple times back to back. If it cuts more material after the first time then it’s deflection under cutting load and could benefit from a finishing pass.
Try the same shape but running the cut clockwise vs counter-clockwise. If the two are different then that’s also deflection.
Try the same shape but with a much shallower depth of cut.
If you’re cutting in multiple passes, I’d also check the router for tram. An bit being angled off perpendicular will cause weird things with dimensions.
interestingly, the finishing pass doesnt change anything. even if it is 0.1mm - which leads me to believe it is not a question of rigidity. lets see. I will try to test it with a pen next and see what I measure.
Thanks! Yeah I did also check the grubscrews I again checked all the screws, incl. the grubscrews. Everything seems to be tight. Will try to test with a pen asap.
but asking you now - what is an acceptable accuracy? Knowing there are many factors, but still, some kind of guidance - is within 1mm good? IF this is the answer, then I can live with it. I am just wondering what I should be aiming for. I just feel the “squiggle” at the beginning is not good/expected.
That really is up to you, is 1mm acceptable? How large is your machine, have you detailed your build? There is alot that can cause that 1mm you are seeing. But 1mm may be fine.
Sure! Sorry, I think I didn’t express myself correctly - I know it depends on my project. I was wondering what the machine (in my case 650x1250mm) is “usually” capable of producing. If these are the tolerances the machine “normally” has, then I am fine with it. If the machine could do better, but it is my build that is not “perfect”, then I want to improve it. This is what I am trying to find out
Happy to report that I made some progress! Did all the stuff suggested here and more. I think it was a combination of retightening some stuff and accurately measuring my 1/8" bits and realising they are not exactly 1/8", as was pointed out here. Thanks for all the tips!
On X, I am now within 0.1mm! Y ist not as good, there I am still missing about 0.5mm (on a 100mm square). Will now need to look into it more…maybe it is backlash from the Y belts, but can’t really imagine tbh. Let’s see. If there are any more ideas, I am very open to hearing them
Thanks!
It’s unlikely to be backlash but one thing you can do is cut an L shape instead of a square. That way the movement is something lime +100mm Y, +100mm X, +100mm Y again, +100mm X again, -200mm Y, -200mm X. That’s what I’ve done in the past for measuring kerf on a laser cutter. If you measure any of the outside dimensions you get movement - kerf, if you measure either of the ‘steps’ in the L shape you get just the movement without any kerf. That would also in theory be without any backlash.