Hi all,
I’ve added a Neje A40640II to my Lowrider 3. The laser fires things mostly work.
I’m having trouble where the laser doesn’t seem to turn on and off correctly. I’m using v2.1.1 on an SKR Pro. If I draw a hexagon using Lightburn the laser fires on each line segment and then stops before it’s complete. I have an M3 I in my starting gcode. Power supply looks fine. I’ve tried a 12v 5amp power supply and a lab power supply set to 12v and current limited to 5amp.
What am I missing?
Thanks,
Steve
; LightBurn 1.7.08
; Marlin device profile, current position
; Bounds: X0 Y0 to X51 Y16.46
;USER START SCRIPT
M3 I
;USER START SCRIPT
G21
G91
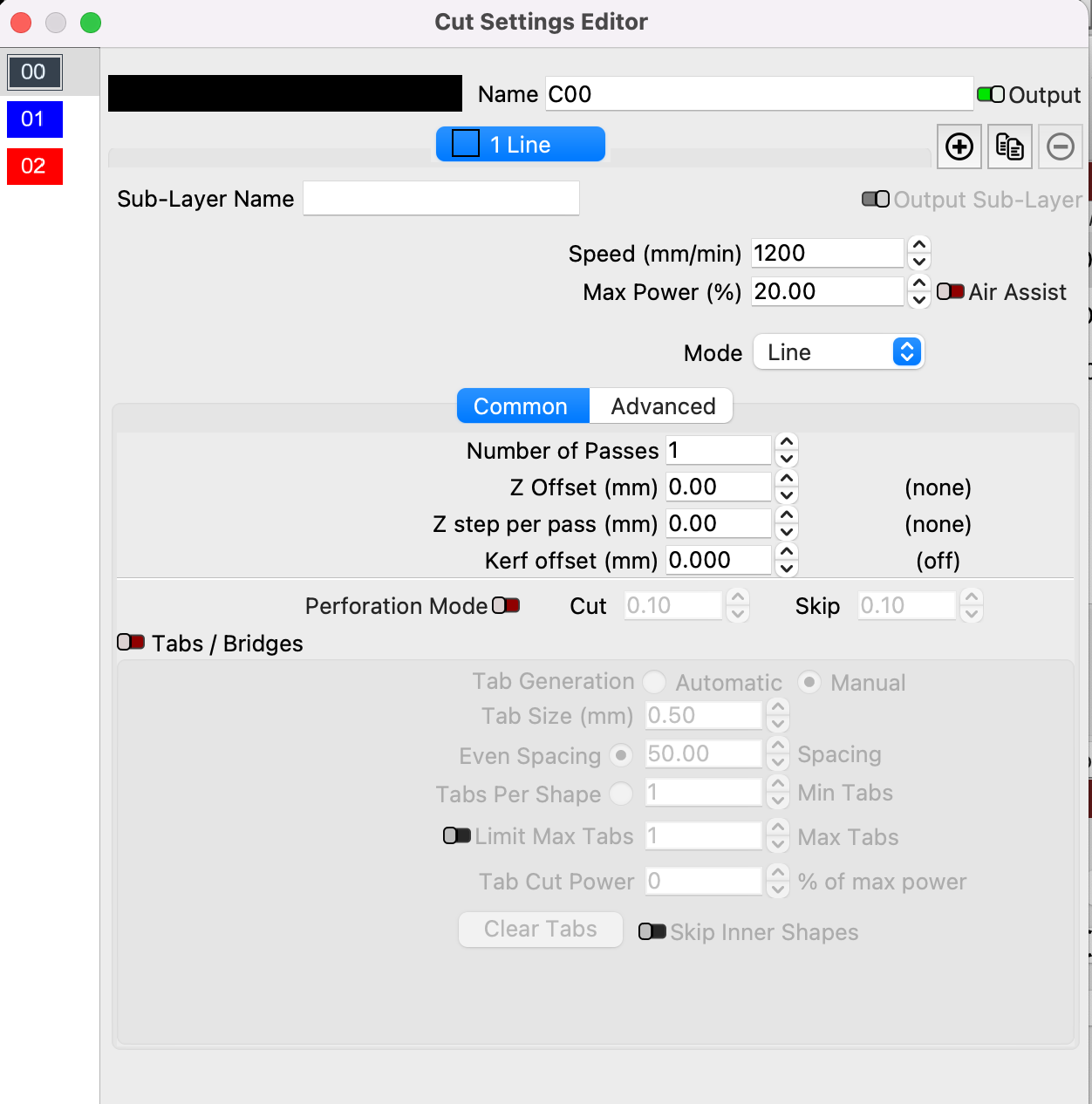
; Cut @ 200 mm/sec, 20% power
M8
M05
G0 X9 Y12.861 F12000
; Layer C00
G1 X2 Y-3.897 I S51
G1 X-2 Y-3.897 I S51
G1 X-4 I S51
G1 X-2 Y3.897 I S51
G1 X2 Y3.897 I S51
G1 X4 I S51
M05
G0 X-9 Y3.603 F12000
G1 X51 I S51
M05
G0 X-26 Y-9.536 F12000
G1 X3 Y-3.464 I S51
G1 X-3 Y-3.464 I S51
G1 X-6 I S51
G1 X-3 Y3.464 I S51
G1 X3 Y3.464 I S51
G1 X6 I S51
M9
M05
; return to starting pos
G0 X-25 Y-6.928 F12000 strong text
Taking another look at this. Could the laser be firing at a higher % at each G1 and then backing down during the move to the 20% it’s set for? (odd it says S51 in the G1 when Lightburn says 20%).
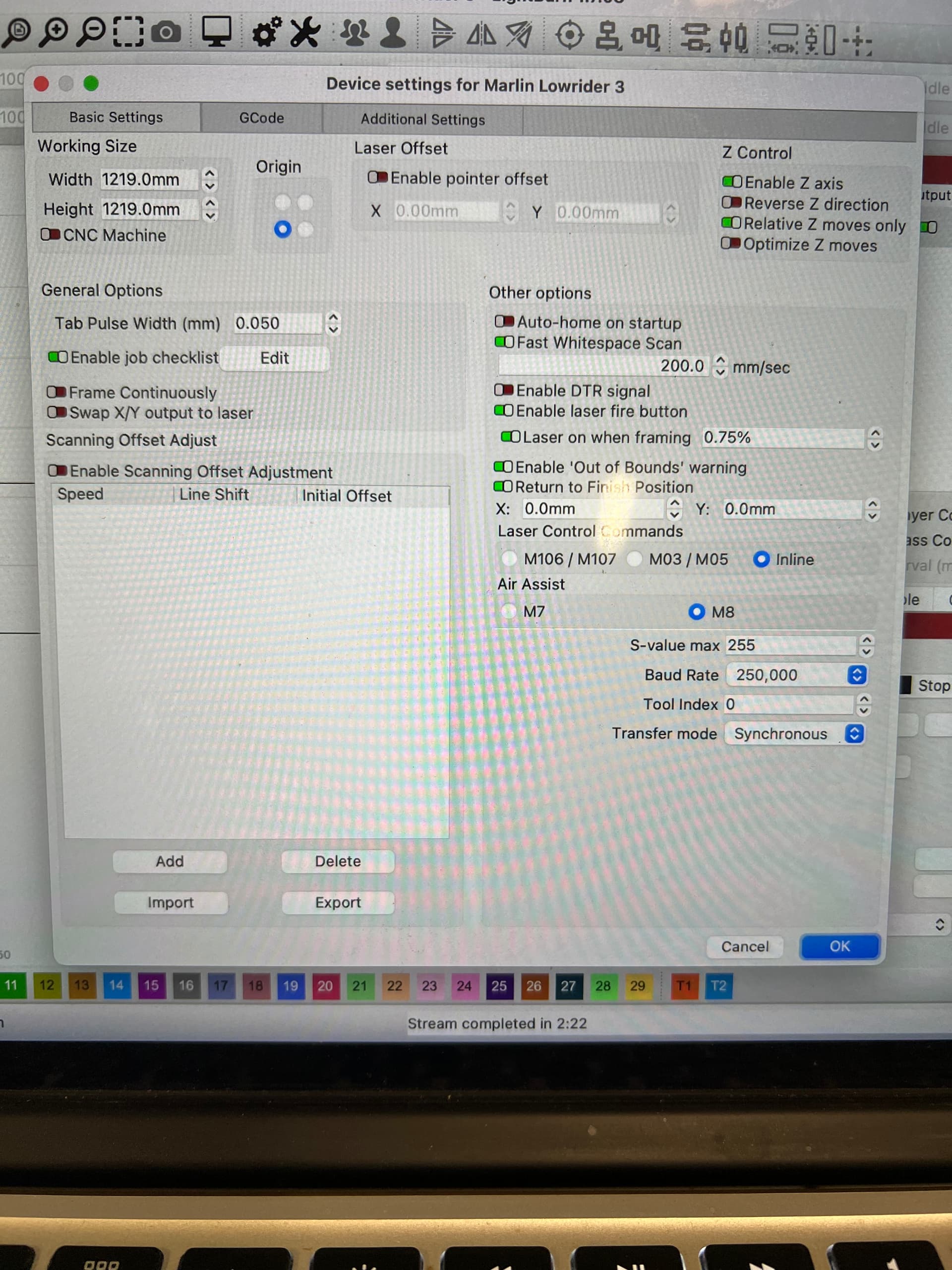
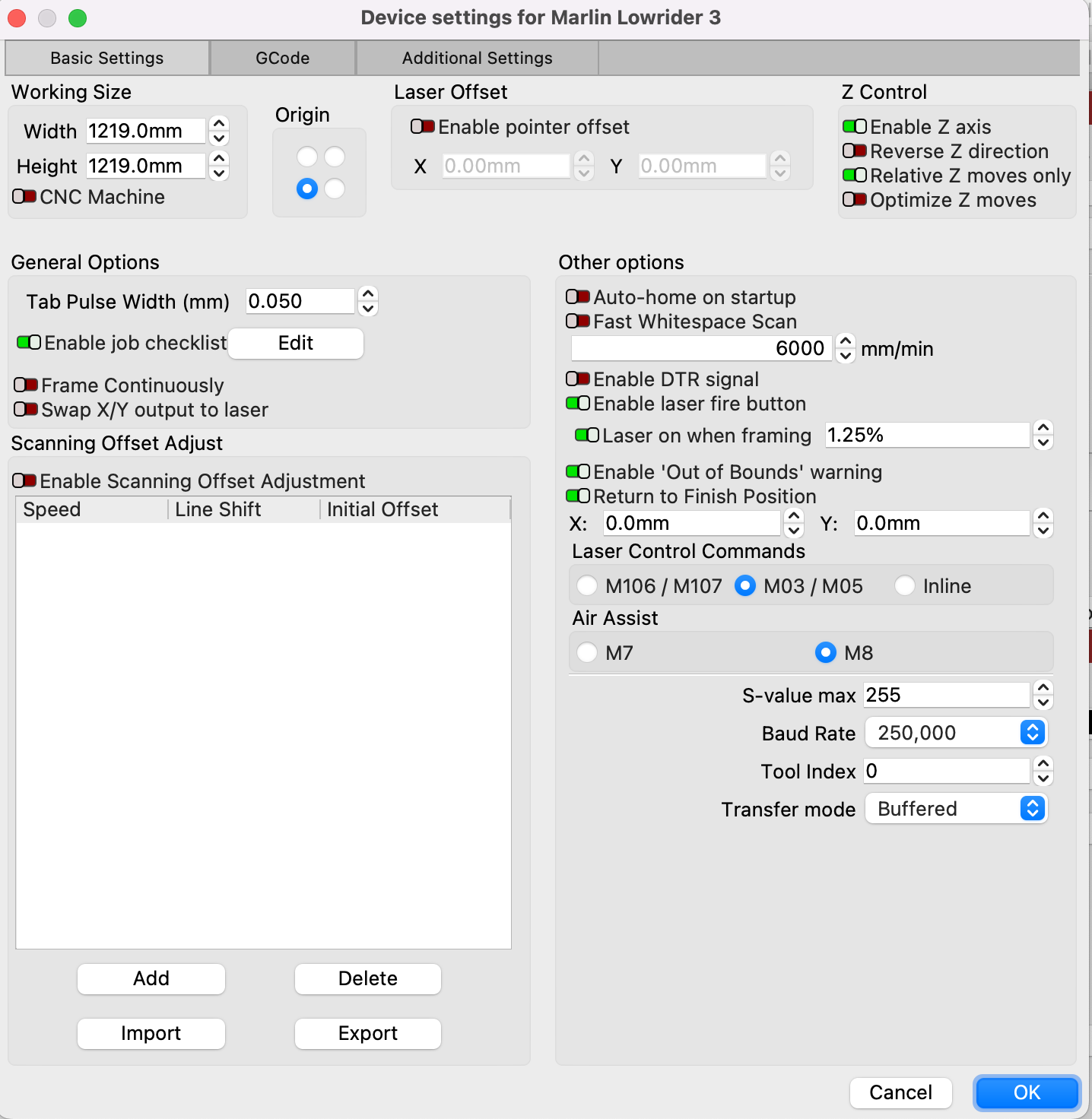
An inline command of S51 is 20%. If you look at your settings, your S-value max is 255, so the power will be 51/255 which is 0.2 or 20%.
Taking a quick look at your g-code, what jumps out at me is that your federate of 12,000 mm/min. That seems really high. It certainly extremely high considering you are trying to debug your setup. Is is possible you are confusing mm/s with mm/min in the way you are setting up your jobs?
Another thought. Have you played with the acceleration in your Marlin setup? Given the large feedrate, if you’ve played with acceleration, there may be issues.
A procedural tip: I have settings for things like acceleration and max feedrate that only apply when I use my laser. I place them in the G-code start section in Lightburn, but I don’t execute an M500. Without an M500, the settings are not saved, so when I turn my CNC electronics off, the settings revert to the settings for routing.
Robert,
Thanks the reply and math lesson . I should have realized that. I didn’t change the feed setting that Lightburn supplied nor did I override the default limits provided in the firmware so the LR wasn’t going fast. I’ll have a look so see why the rate getting set so high and perhaps modify the gcode to see if it makes a difference.
I took a look at the PWM pulses triggering on the first edge. I don’t see anything unusual. Neje recommends a PWM rate of 1k and it’s running about half that.
The other thing that seems odd is if I do a Frame around the work in Lightburn with a low laser power, I see a bright flash at the beginning of each side followed by a much dimmer line, more like I would expect. Is that normal?
I didn’t change the feed setting that Lightburn supplied nor did I override the default limits provided in the firmware so the LR wasn’t going fast.
In Lightburn, you set the feedrate in the Cuts / Layers area. There will be a separate layer for each color. If you are using a board purchased from V1 the max feedrate in the shipped firmware will be fine for laser cutting but too slow for many engraving tasks. You will want to up the max feedrate.
I see a bright flash at the beginning of each side followed by a much dimmer line, more like I would expect. Is that normal?
I don’t have an answer since I don’t use Lightburn’s framing function. I run all my jobs off of an SD card.
Max federate is set using an M206 g-code. It is one of the few Marlin settings that is in mm/s (most are in mm/min). For laser cutting, I set it higher than I would ever use just to get it out of the way.
M203 X900 Y900
As for the feedrate to use, I do everything in mm/sec, and here are a few feedrates I use for laser cutting:
From your post, I assume slowing down produced better results. Don’t assume the speed itself is the root of your issue. Slowing down may be mitigating other issues such as a loose core or a mechanical issue resulting in lost steps. With my A40640, I get decent engraving results at 35 to 50mm/s with a Rambo board, and I would expect an SKR Pro to perform somewhat better. Note that 50mm/s is the maximum federate defined in the V1 maintained Marlin firmware, so this should be what you were getting from your initial test runs.
When you get around to image engraving, and if your engravings are not clear/sharp, read the Lightburn section on the “Scanning Offset Adjustment.” I needed this adjustment to produce clear/sharp bitmap engravings.
Thanks Robert. I’m running much slower but getting usable results. I’ll have a look to see if I have some lost motion somewhere. I suspect it might be more visible with the laser than what I’ve done with a router.
Robert,
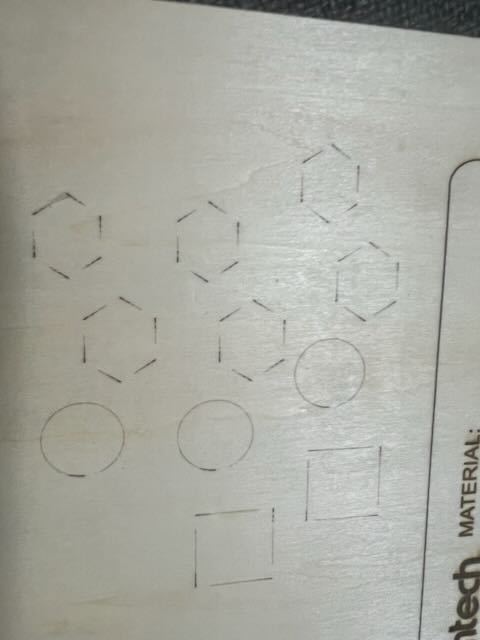
I took a quick look and everything seems tight. I gave the belts a little tightening but I don’t think they were loose. It made no difference. I also tried removing the router to see if it didn’t like shoving that mass around. No difference. If I look that the image, It appears that the lines start out dark as if the laser is spending more time there and quits before it gets to the endpoint. Sounds like lost motion but I’m not seeing it. Are there any setting that would cause it to ramp up and not reach the end point? These are at 1800 mm/m. Backing down to 600 mm/m all is good.
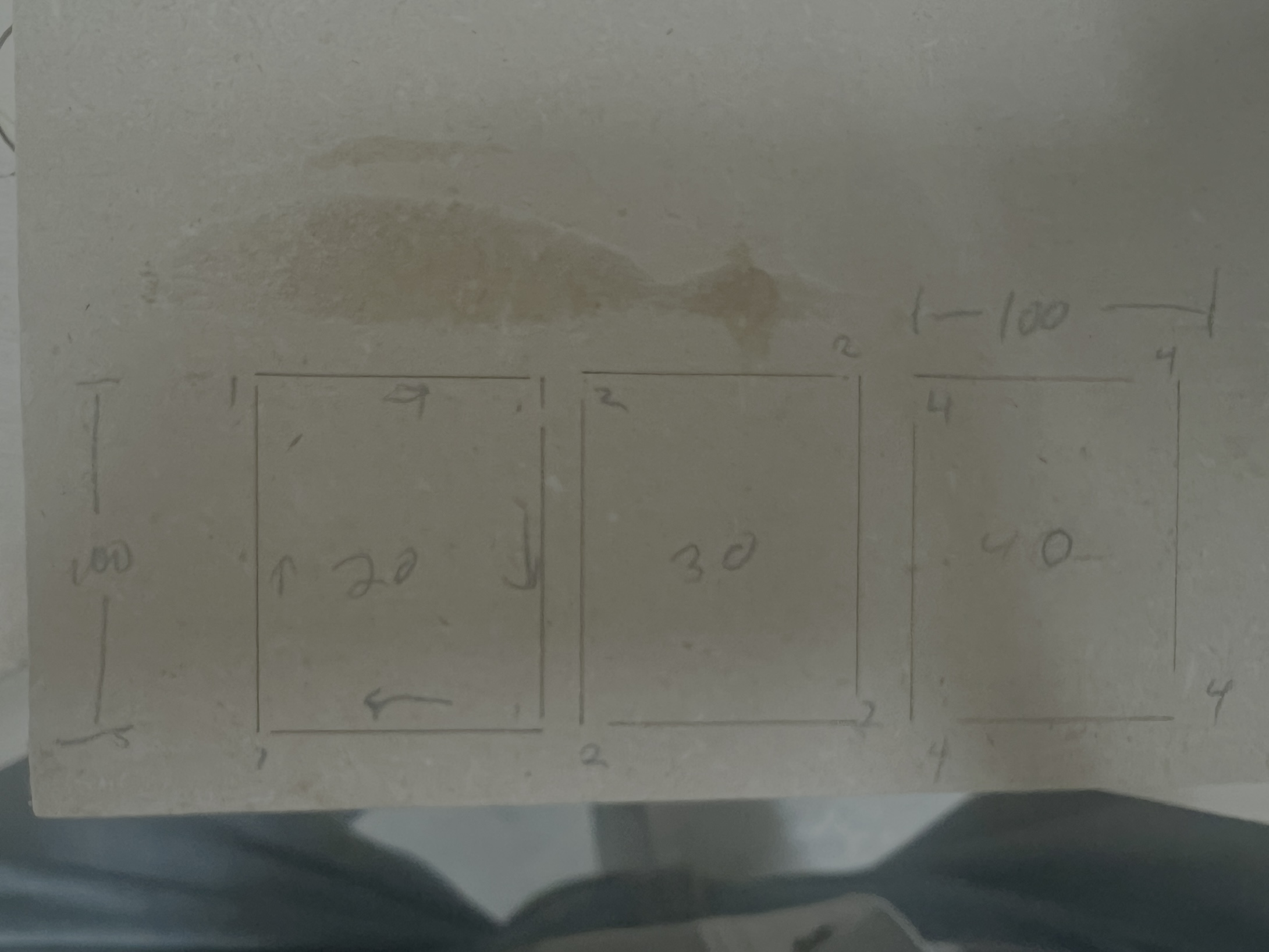
A bit more data. I created 3 100mm x 100mm squares. The left one cuts at 20mm/s, the next at 30mm/s and the right one at 40mm/s. The arrows indicate the direction of the engraving. The gaps occur in both x and y equally. They seem to be the same size for a given speed. and correlate to the speed. The left is a 1mm gap, middle 2mm and right 4mm. The gap seems to be the end of the lines as if the laser is turning off too early. It’s hard to see on this material but he beginning of the line is darker than the rest as if the laser is firing and after a delay motion happens.
The gap at the top of the right side of left square is unrelated.
Most posts I read talk about a delay in the laser firing but this seems like the motion is delayed.
This is strange behavior. These NEJE modules are typically plug-and-play on the V1 machines running V1 maintained versions of Marlin.
There is one test I’d like to see you try. Switch to using M3/M5 commands in Lightburn:
Inline laser commands produce better results because Marlin does extra processing to get consistent burning of the laser. For example, as the CNC moves to turn the corner of the square, the machine has to decelerate to the corner and then accelerate after making the turn. Marlin will throttle down the laser power as it makes the corner turn to avoid over burning the corner. The M3/M5 commnds do not do this throttling.
If your burns are okay with M3/M5, this does not mean the issue is with Lightburn or Marlin. It could be the wiring or the module itself. I believe your NEJE laser has two diodes, and I wonder if one of them is not firing correctly.
Are there any setting that would cause it to ramp up and not reach the end point?
Not in Lightburn. Everything is in the g-code, so if the line is stopping early, you’d see the g-code turning the laser down or off, and nothing like that is in the g-code you provided. In Marlin, their may be setting dealing with the throttling, but the V1 maintained firmware works as-is for almost everyone who is using it, so I hesitate to explore that avenue.
I tried a couple things. I think you said you were printing from a SD card. No difference.
I went back to USB.
Tried M3/M5, the laser did not fire.
Tried M3/M4 but removed the M3 I, still the laser did not fire.
There is another potential cause. I modified my firmware to show the comment field from M0. I wouldn’t have expected any fallout but maybe I changed something by accident.
I’ll go back to the shipping firmware. It’s been quite a while so I’ll have to do some reading to remember the procedure and get the proper version.
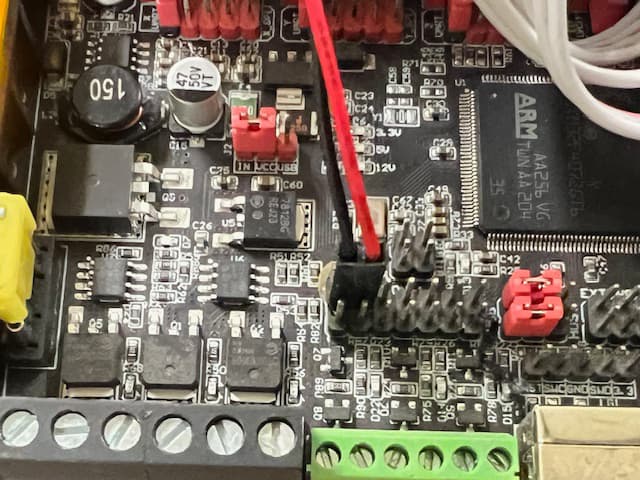
I’ve included a picture of where the laser connects. Red goes to the TTL input on the Neje adapter board and black to GND.
A comment on the Lightburn forum was that it sounded like slow acceleration. I started ramping up from the 180 Robert had in his initialization and the gaps did indeed close. I stopped at 900 as I was now seeing some ringing.
Robert, are you running a Lowrider or a different machine? I’m wondering if mine just can’t handle the speeds that you can achieve. 20mm/s looks pretty good and I believe I can back the acceleration down a bunch and still achieve completed line segments hopefully with less ringing.
I have a Primo, not a Lowrider. There are a couple of topics where Ryan was doing performance tests with a laser and the SKR Pro. He may have included a tests with a Lowrider.
If you’ve messed around your setting using g-code or your display, you might try sending a factory reset (M502) followed by an M500. This will revert your settings back to firmware defaults. After the reset, test to see where you are at before reflashing the firmware. Factory reset may also be important if you reflash your firmware since flashing does not restore settings you’ve changed. This is by design so that upgrading firmware does not require a person to go back and rework settings made in the previous version of the firmware.
hopefully with less ringing.
Are you sure it is ringing? For laser engraving, I had issues that looked like ringing but were solved using Lightburn’s Scanning Offset Adjustment.
Tried M3/M5, the laser did not fire.
Forgot to mention, you have to take out the M3 I at the start of the code to make M3/M5 work. The M3 I tells Marlin you want to use inline commands.