I have been using my lowrider 2 for a bit now. It’s amazing being able to turn ideas into something. However, when running multiple tools it becomes cumbersome to manually touch off tools.
I am looking for a good tutorial, Information on how to use the z plate properly. (Note : I bought this second hand and it came already wired with the z plate) however, I use the paper touch off instead and zero that way.
Looking for any information on how to use it properly in my Cnc work flow thank you.
As always,
Thanks to all the help from you guys @vicious1
The milling basics page shows some gcode for using a touchplate. Since you are using a LR2 you have no other endstops so So you are going to follow the MPCNC sections, and make sure not to home X or Y. another thing to keep in mind is your tool tips needs to be within 10mm of each other.
G0 Z35 F500 ; Raise Z axis 35mm make sure you have enough room
M00 ; Pause and wait for the tool change
G28 Z ; Home the Z axis to establish the new Z position
G92 Z0.5 ; Account for probe thickness (set your thickness)
G00 Z5.0000 F500 ; Lift off touchplate
M00 ; pause to remove the touchplate
I am using fly fishers post processor for the fusion 360. The mpcnc section does that need to be hard coded or can I enable the tool touch off in the processor??
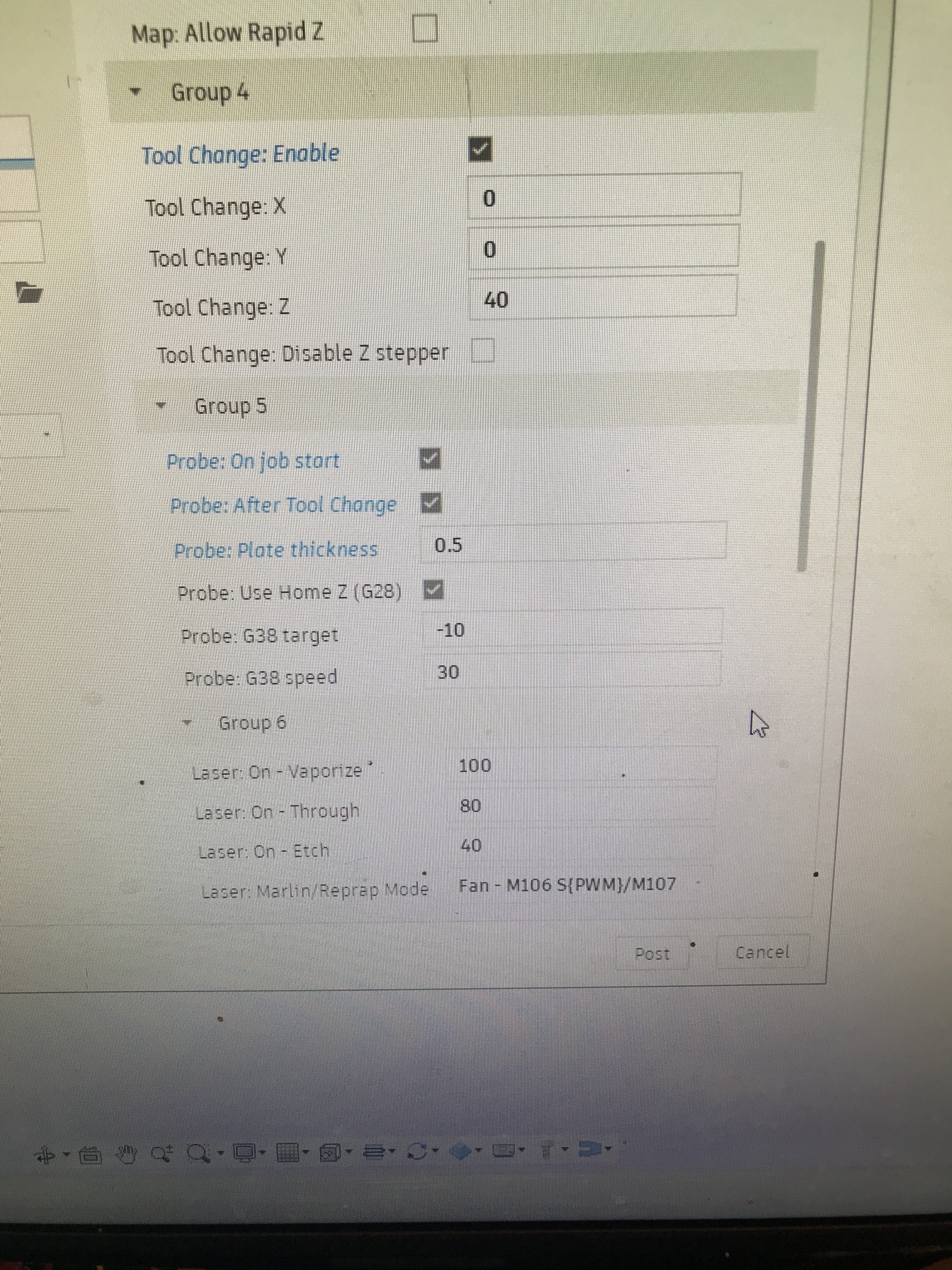
I attached a picture of the post processor options for a tool change/ start of job
I am questioning whether I need to have tool change enabled (group 4 of the fly fishers pp) ? As I’m more interested in setting the z. As due to the no tool changes with the free version. I selected at the start of the job only.
Here’s the gcode it spit out. Seems comparative to what was listed in the basics.
I didn’t select to disable the z stepper. As I’d think you wouldn’t wanna do that in case the gantry dropped.
Tool touch off g code below