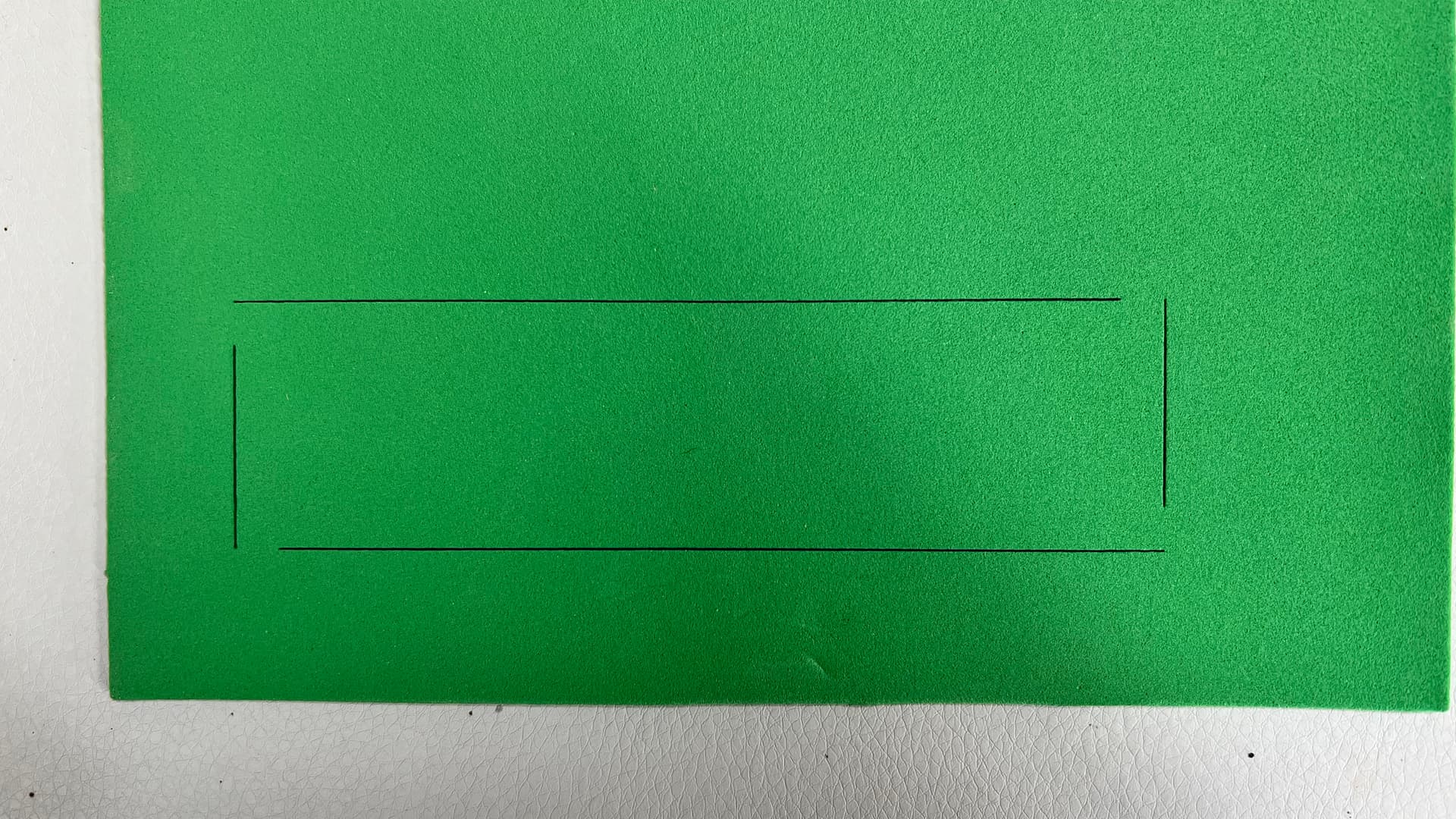
Something has suddenly changed with my laser setup on the LR3, and I need some advice if possible. I was trying to cut the bristles for Doug Joseph’s floating dust shoe, but the I was getting strange results. To try to diagnose the problem I created a new file with a simple rectangle to cut, and found that I was getting the same issue. The laser seems to cut off before the end of each X or Y traverse (as the picture attached).
The gcode generated by Lightburn is straight forward, and should work. So the issue seems to be in the machine.
; LightBurn 1.5.06
; Marlin device profile, current position
; Bounds: X0 Y0 to X137.62 Y37
What are your accel settings? Though I’d expect low power at both ends, I guess, Marlin turns down the laser power while moving less than the commanded speed.
What happens to the size of the gap is you say change the power to 50% (S255 → S127) and hlave the feed rate (F3000 → F1500)?
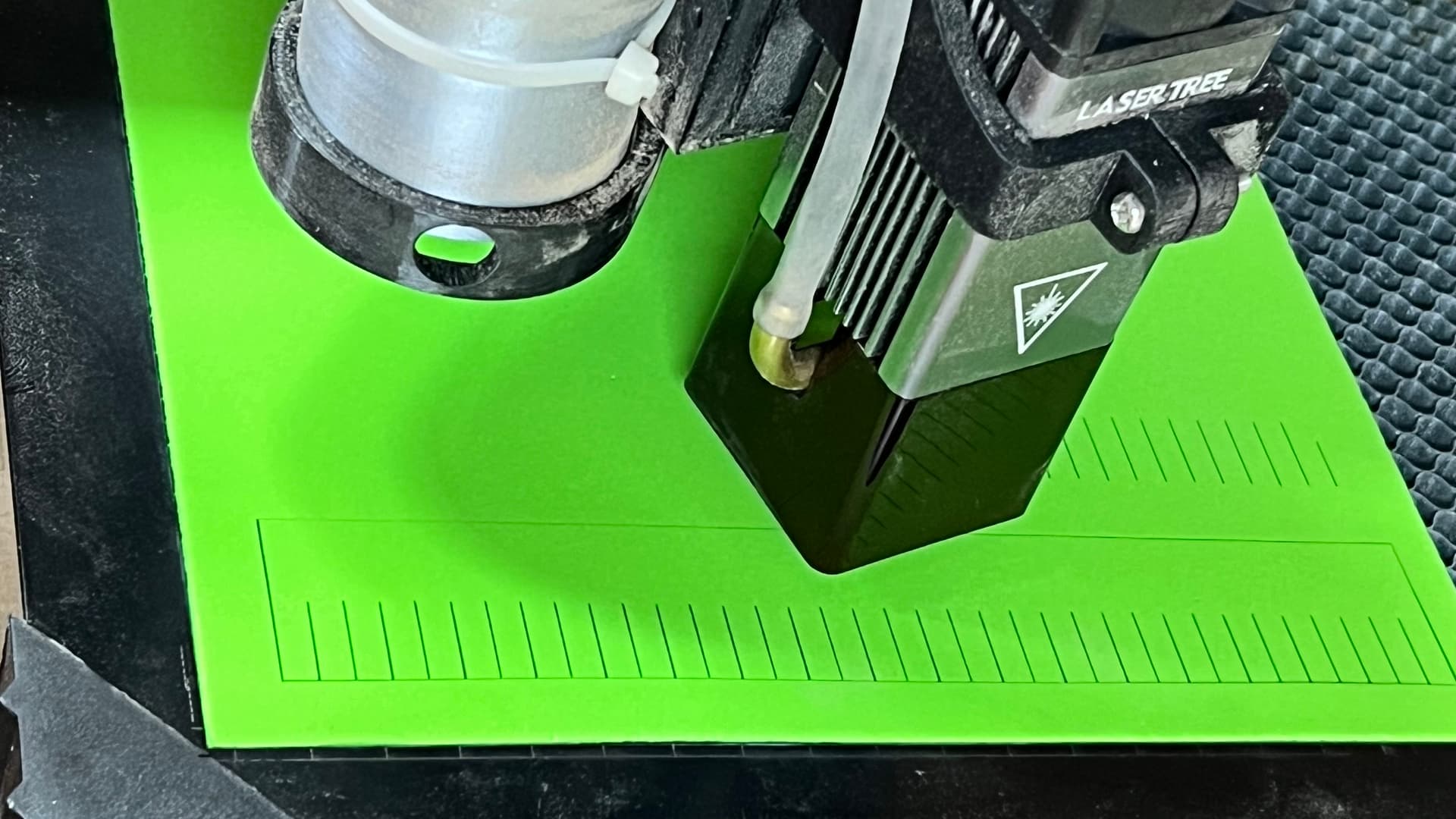
Thankyou all for your suggestions. I have solved the problem. For the CNC I had set the max feed rate to 66.66 mm/sec for both X and Y in the machine eeprom. This equates to 4000 mm/min. I had found that I could successfully cut the craft foam at >6000 mm/min with the laser on relatively low power. So I was actually trying to drive the LR3 faster than the max feed rate.
It successfully cut the bristle pattern at 400 mm/min 20% power. I suspect I will be able to take it up to 4000 mm/sec (next attempt) without changing the settings on the LR3.