4noxx
January 20, 2021, 8:52am
1
Hello, since yesterday i try to upgrade my MPCNC with a Laser Modul.
(i had paid ~100$ for this)
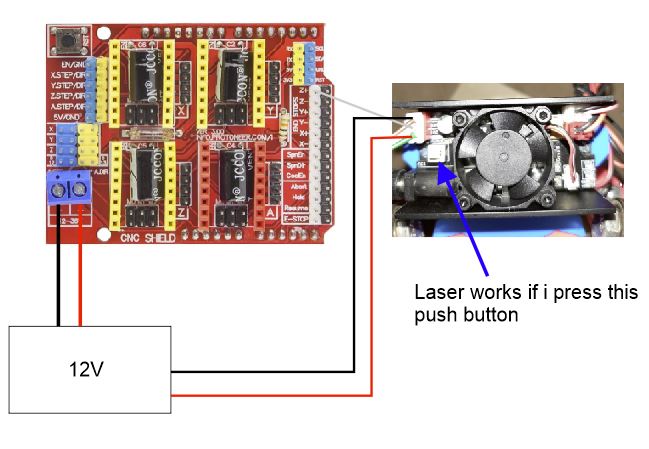
Laser Controller is connected with my CNC Shield:
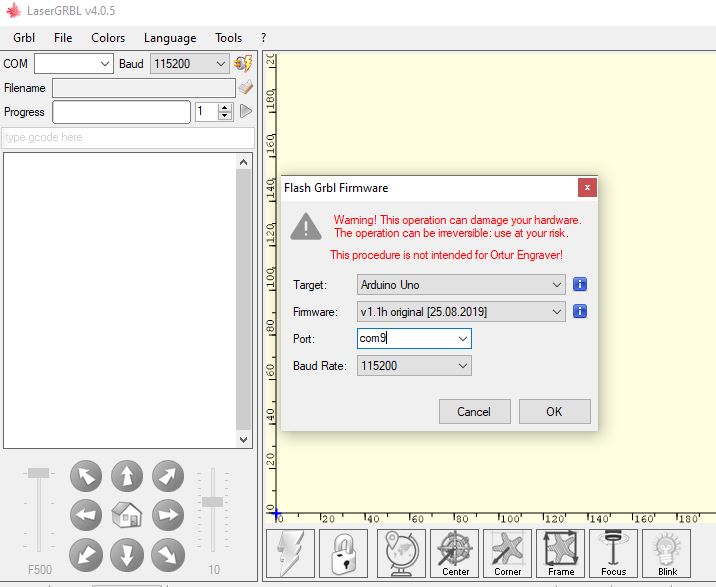
I use laserGRBL and have installed GRBL v1.1 (with laserGRBL)
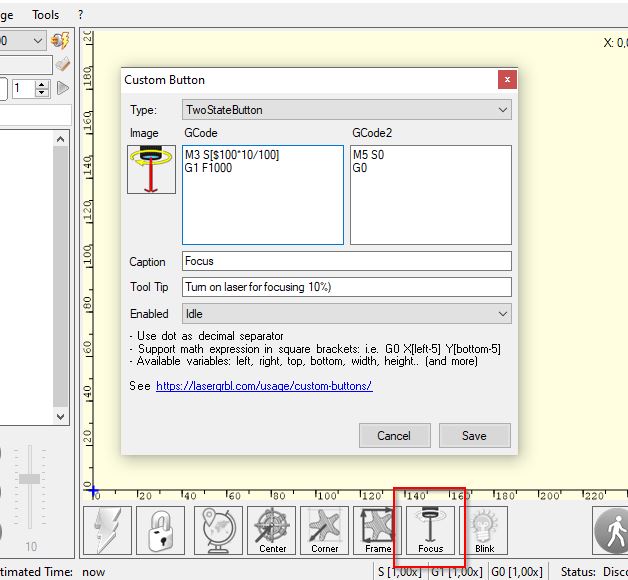
if i press the focus button, nothing happens
i had try it with 5%, 10% and 30%… nothing
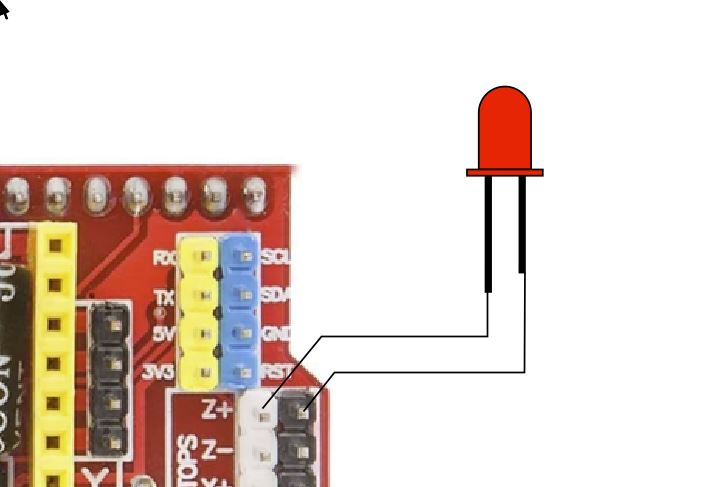
if i connect a LED light on PIN Z+, it burns if i push the button.
perhaps anyone have a idea, why i cant turn on the laser with lasergrbl.
thx
dart1280
January 20, 2021, 10:29am
2
In your example the formula states M3 S [$10010/100] $100 is x axis travel resolution… I think it should read [$30 10/100] which would be 10% of maximum spindle speed
Or…as an experiment, this is the focusing macro I have. It is 2%
M3 S2
You might want to try that.
Oh dear…the ‘times’ symbol won’t print as it forces italics…but you get the idea!
4noxx
January 20, 2021, 12:35pm
3
it works now. i thought the push button on the controller was a test button…
its a switch to turn on/off PWM
4noxx
January 20, 2021, 2:03pm
4
can anyone help with the correct GRBL 1.1 Settings?
default.h:
#ifdef DEFAULTS_GENERIC
// Grbl generic default settings. Should work across different machines.
#define DEFAULT_X_STEPS_PER_MM 50.0
#define DEFAULT_Y_STEPS_PER_MM 50.0
#define DEFAULT_Z_STEPS_PER_MM 100.0
#define DEFAULT_X_MAX_RATE 6000 // mm/min
#define DEFAULT_Y_MAX_RATE 6000 // mm/min
#define DEFAULT_Z_MAX_RATE 1000.0 // mm/min
#define DEFAULT_X_ACCELERATION (250.0*60*60) // 10*60*60 mm/min^2 = 10 mm/sec^2
#define DEFAULT_Y_ACCELERATION (250.0*60*60) // 10*60*60 mm/min^2 = 10 mm/sec^2
#define DEFAULT_Z_ACCELERATION (250.0*60*60) // 10*60*60 mm/min^2 = 10 mm/sec^2
#define DEFAULT_X_MAX_TRAVEL 700.0 // mm NOTE: Must be a positive value.
#define DEFAULT_Y_MAX_TRAVEL 700.0 // mm NOTE: Must be a positive value.
#define DEFAULT_Z_MAX_TRAVEL 200.0 // mm NOTE: Must be a positive value.
#define DEFAULT_SPINDLE_RPM_MAX 255.0 // rpm
#define DEFAULT_SPINDLE_RPM_MIN 0.0 // rpm
#define DEFAULT_STEP_PULSE_MICROSECONDS 10
#define DEFAULT_STEPPING_INVERT_MASK 0
#define DEFAULT_DIRECTION_INVERT_MASK 0
#define DEFAULT_STEPPER_IDLE_LOCK_TIME 25 // msec (0-254, 255 keeps steppers enabled)
#define DEFAULT_STATUS_REPORT_MASK 1 // MPos enabled
#define DEFAULT_JUNCTION_DEVIATION 0.01 // mm
#define DEFAULT_ARC_TOLERANCE 0.002 // mm
#define DEFAULT_REPORT_INCHES 0 // false
#define DEFAULT_INVERT_ST_ENABLE 0 // false
#define DEFAULT_INVERT_LIMIT_PINS 0 // false
#define DEFAULT_SOFT_LIMIT_ENABLE 0 // false
#define DEFAULT_HARD_LIMIT_ENABLE 0 // false
#define DEFAULT_INVERT_PROBE_PIN 0 // false
#define DEFAULT_LASER_MODE 1 // false
#define DEFAULT_HOMING_ENABLE 0 // false
#define DEFAULT_HOMING_DIR_MASK 0 // move positive dir
#define DEFAULT_HOMING_FEED_RATE 25.0 // mm/min
#define DEFAULT_HOMING_SEEK_RATE 500.0 // mm/min
#define DEFAULT_HOMING_DEBOUNCE_DELAY 250 // msec (0-65k)
#define DEFAULT_HOMING_PULLOFF 1.0 // mm
#endif
dart1280
January 20, 2021, 5:20pm
5
That looks ok. Have you unlocked GRBL with the padlock icon?
As your x axis steps per mm is set to 50 your laser focus power will be 5% with the formula you showed earlier…which is fine…but it really should be linked to your max spindle speed (laser power) and not x axis resolution.
dart1280
January 20, 2021, 5:44pm
6
Not sure if you already have it but I found a manual for your laser ( it looks the same anyway)…https://docs.sainsmart.com/article/wzvu9798tc-genmitsu-3018-pro-5-5-w-laser-module-user-guide
2 Likes