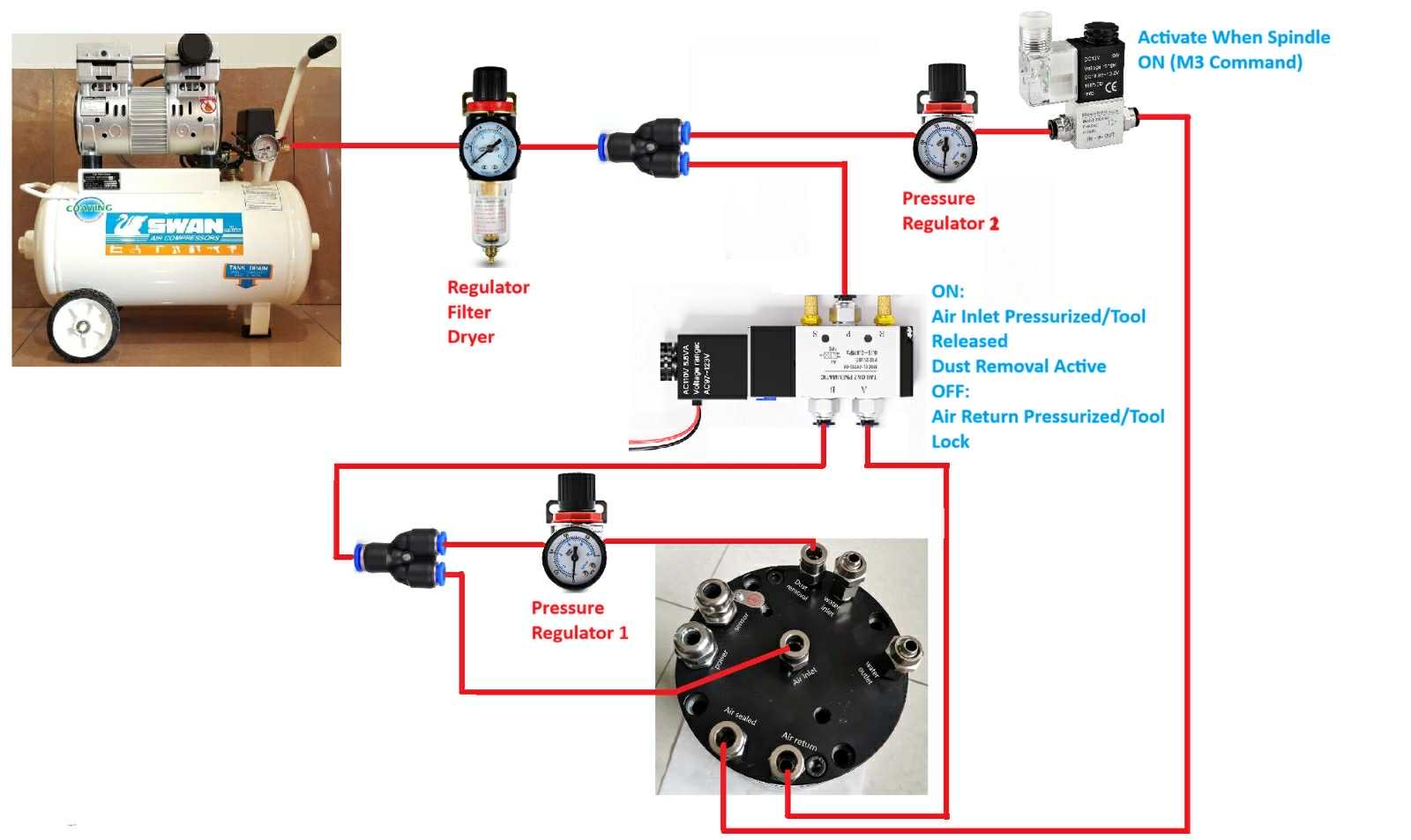
Compressor … I am using 6 cilinder with 100L container/ 8Atm
Be carefull what manual you find on internet!!!
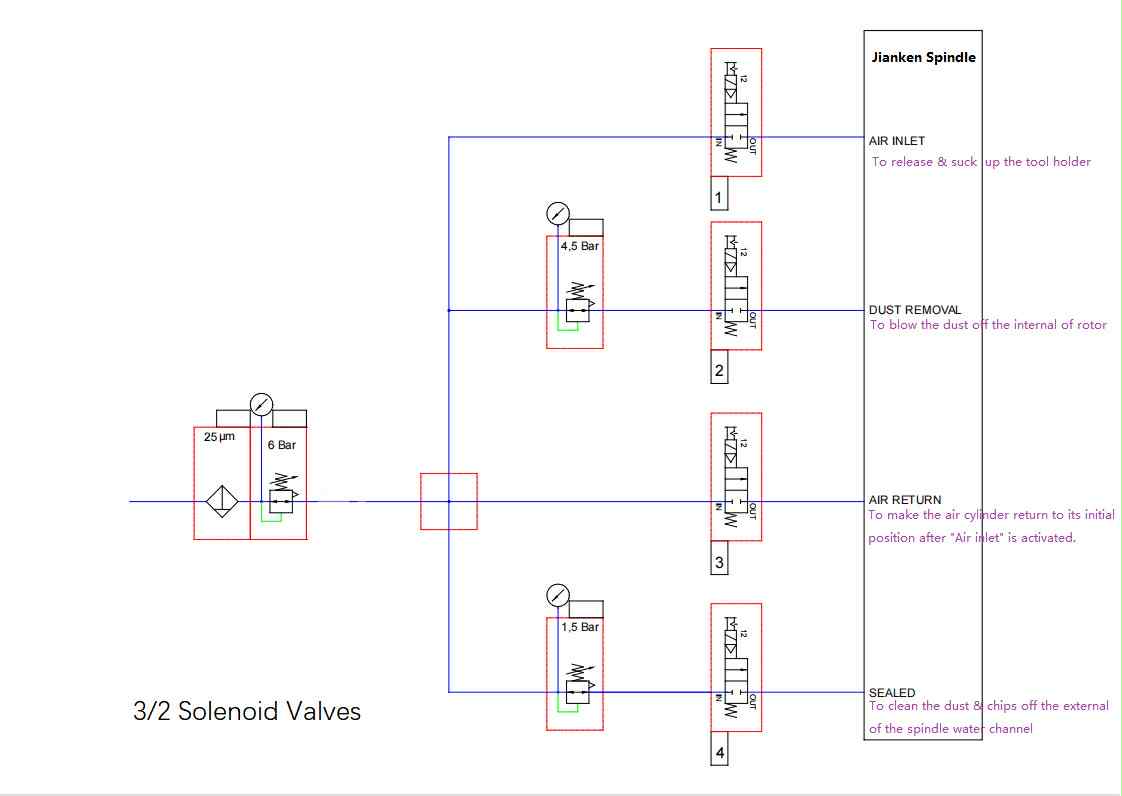
Function:
Valve 1 :
Opens the tool holder, running all the time using tool change proces!!! Closes after you insert new tool, it grabs new one after release(close) the air Valve 1
Valve 2 :
only locks the tool holder afre grabing the tool (5s running time)MUST BE OFF WHEN SPINDLE IS RUNNING!!!
Valve 3:
cleaning - running for 5s after Valve 1 opens - it is for cleaning the inner conus of the spindle
Valve 4:
this is used every time the spindle is running … therefore it is impossible tu run into the spindle dust or cooling water.
Spindles from Jianken has outputs to control lock state and temperature.
Wrong, because using 5way walve it is only switch. Pressure on 1st or 2nd output but you are not able to switch it off
I am very satisfied with the spindle.
8mm tube
The thing is flow meter for water … I am working now for check it …and air flow too … with controller. I want controll air flow on working air output and flow of water. If is something wrong, it will stop the machine
Me again… You have the four valves one by one, right? Can I use one like this: Amazon.de. This is basically the same, having the „splitter“ included. The pressure thingies would go after it then.
And in your second drawing it seems you only need two pressure regulators, is that right?
Where is this one from? I now read somewhere that you could leave air return running (then the one you linked would work), others say you don’t have to even connect it (jianken support).
My problem is that I can’t control it properly with my CAM and would have to modify the gcode every time to make it work (could use a script though).
I am in touch wit man from manufacturer, have original manual and speak with technician. It is forbidden to run it when spindle is working. !!! the presure MUST be released on all inactive outputs except the one for working. 5 way 2 position is not the right version … but you can use this for “open” and after switching it will connect the “working air” what is needed to run when spindle works. Because it has not close all 2 positions, one is every time open …
from support? hmmm are you sure to spare 1 output to not lock the spindle and run it for 24000 rpm … I know that it will works … but every time? hmmm
How many outputs do you have? It is not possible to extend your controller? I am doing it soon because of safety and full controll of the spindle … I am using root iso cnc controller … it has only 4 controlled outputs and I will extend it for 8 more …