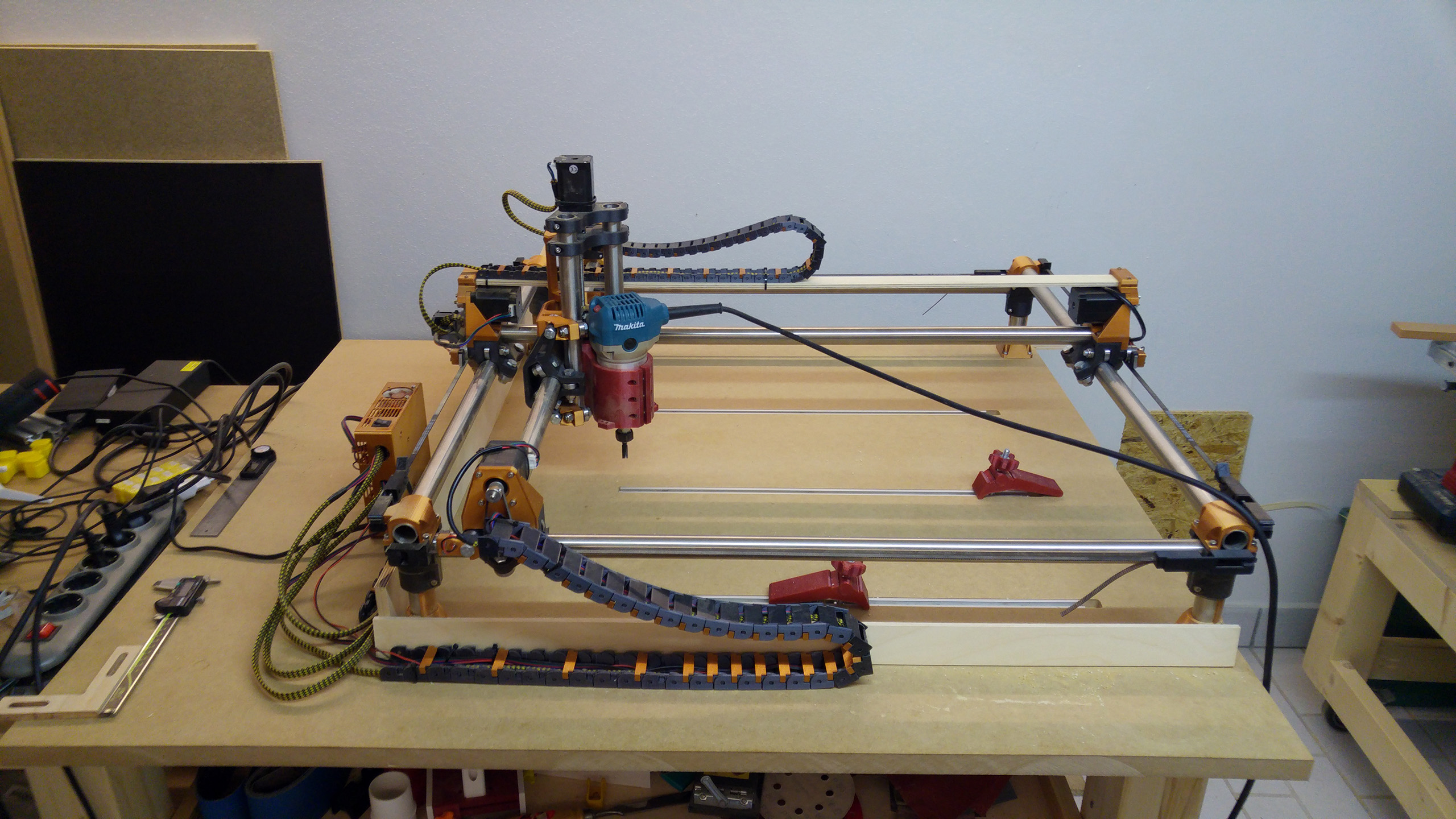
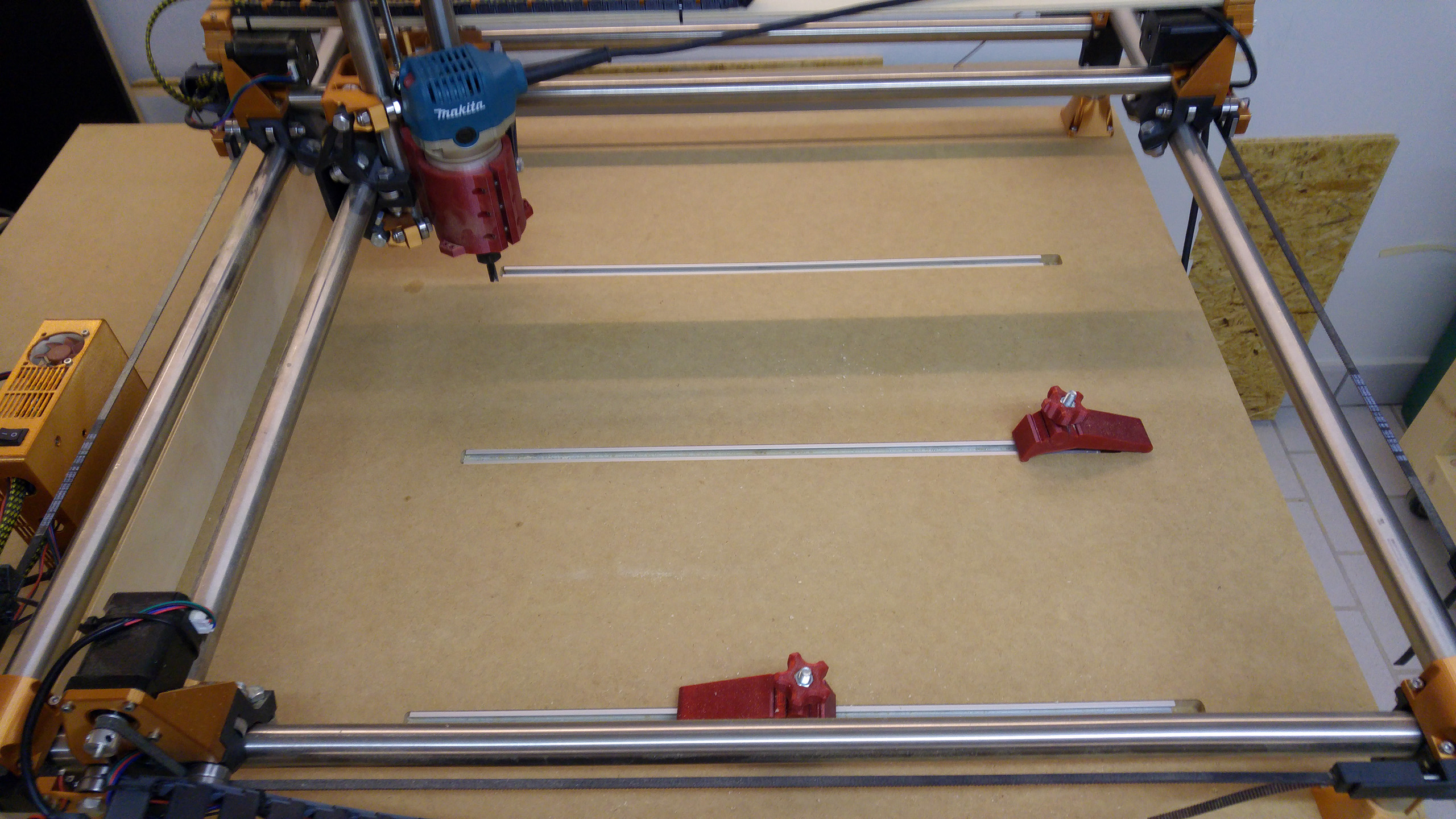
I currently have a working area of 600x600mm. I’m thinking about shortening the y axis to something like 450mm though. This is also the reason why I haven’t cut the MDF base to size yet. I’m still undecided on final dimensions.
This allowed me to push it a little closer to the gantry.
To be honest, the difference in distance is so low that I wouldn’t do it again. It seemed like a good idea at the time, but I doubt there’s any benefit.
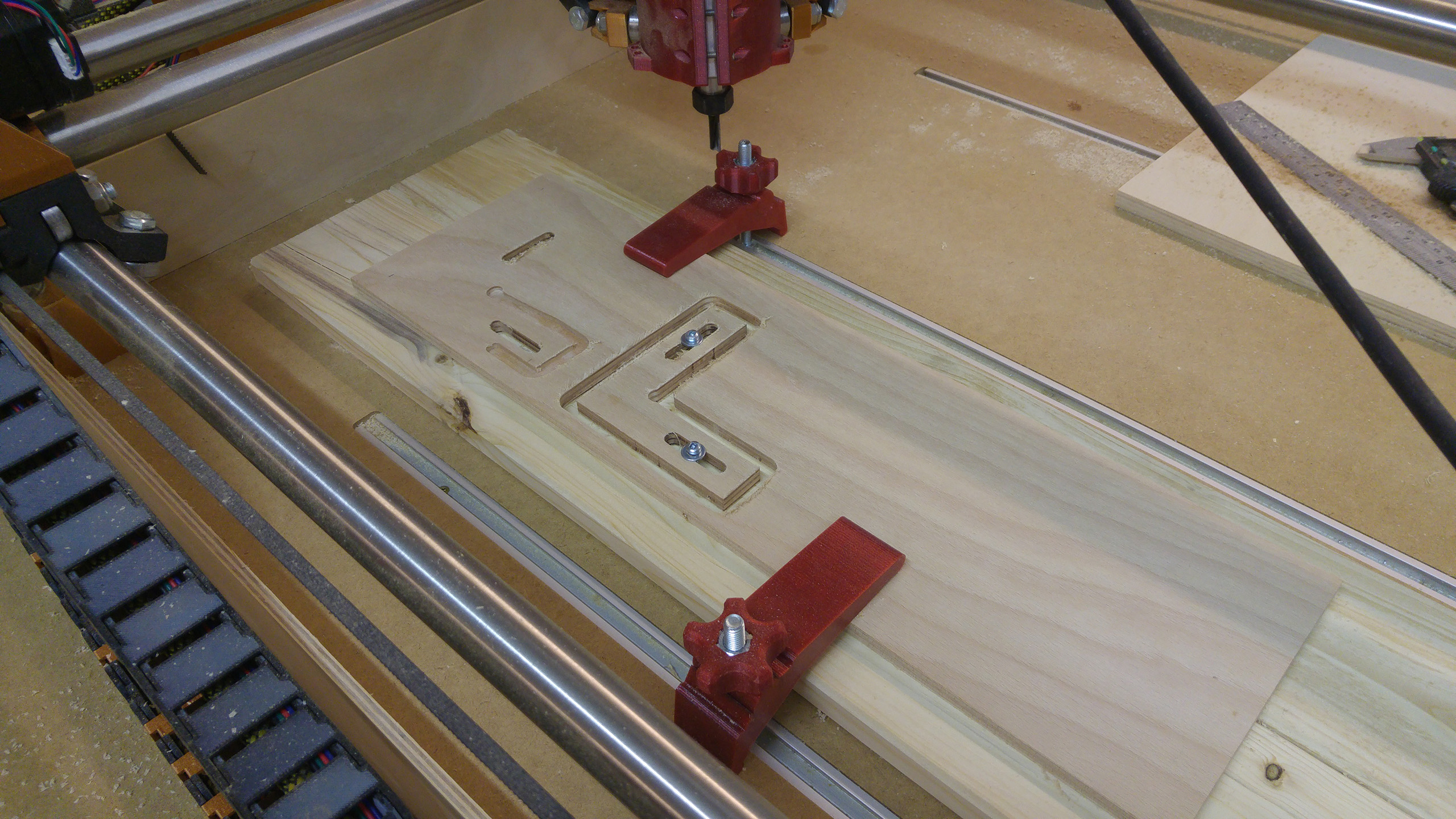
I had to stop the first cut (on the left) due to chatter and the y axis drifting. After further inspection I noticed that I had forgotten to tighten down some of the bolts on the underside of the gantry…
The second cut worked much better!
There was some tear out, presumably because I was using an 8mm router bit. Unfortunately that’s the smallest router bit I own. 1/8’’ end mills are still on the way.
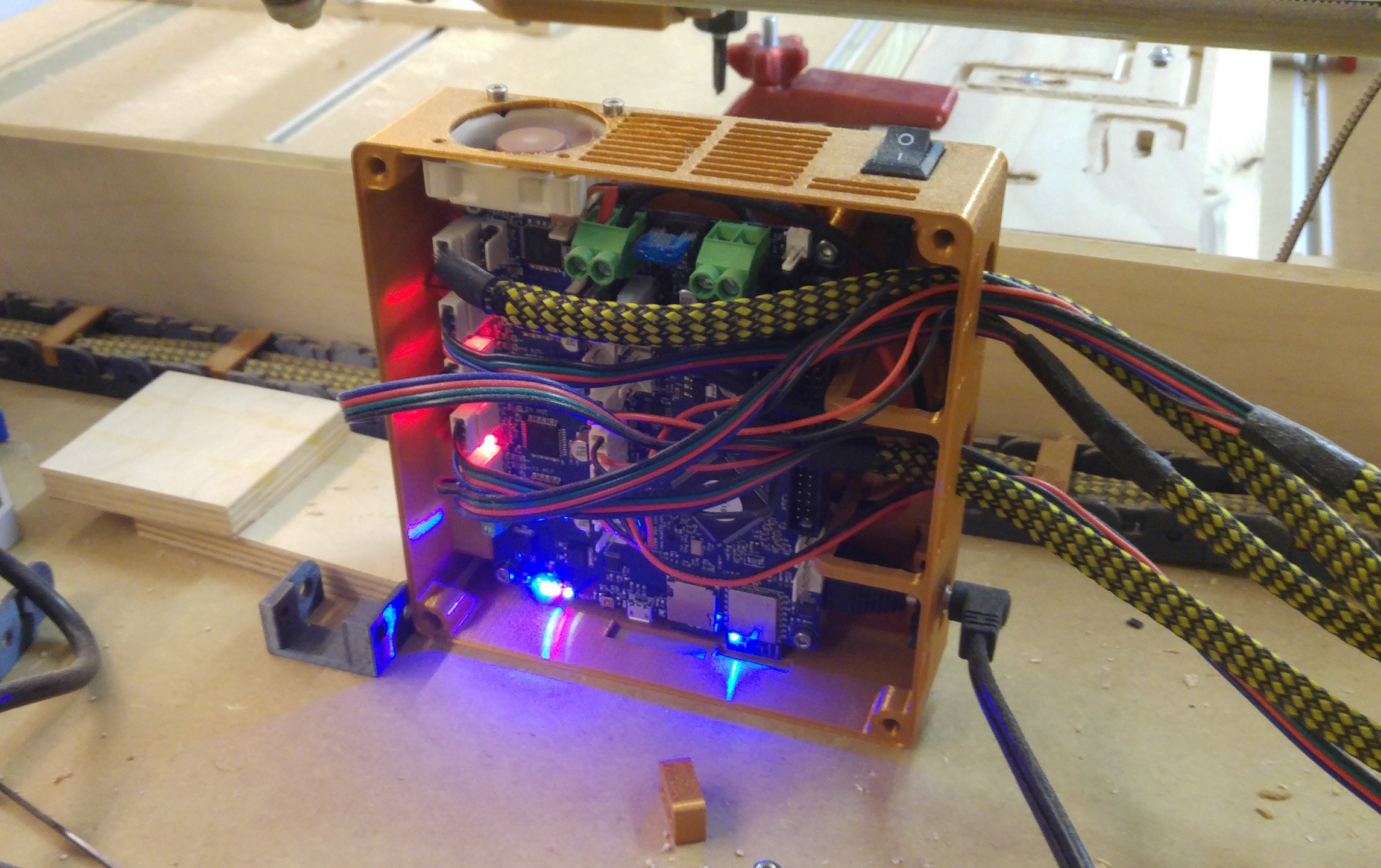
The brains. I’m using a Duet 2 Wifi board. I love how you can reconfigure everything without the need of recompiling / uploading firmware. Everything is configured through gcode.
Some minor issues I ran into during my build:
Using thick zip ties to mount the belts is a bad idea. They will never stretch out completely under load. Because of this they flex quite a bit during axis movement. Normal zip ties work much better. I ended up going with printed belt tensioners.
Forgetting to tighten down some of the bolts after assembly…
I can’t get 2 of the bearings on the XYZ parts to press against the z-axis tubes properly. I will make a post about this in Troubleshooting after I’ve verified that all bolts are reasonably tightened.
Since I already owned the duet and the makita router, this was a very inexpensive build. This is such an awesome yet cheap design.
Unfortunately, they won’t cut them shorter than 100mm, and I’m using 64mm on the Z axis.
I ended up just buying a 300mm piece and cutting it myself using an angle grinder.
Also be aware that they do not come deburred. You’ll have to clean up the edges yourself.
Thank you, very kind of you! I was hoping to find the pipes at some local store, I guess shipping from Germany of a 3 meter pipe costs more than the pipe itself !?!?
Don’t buy a single 3m long pipe. Have them cut it to size for you, it’s free.
The shop Steven suggested will ship up to 1,5m long pipes for 12,50€, and up to 2,5m long pipes for 22,50€.
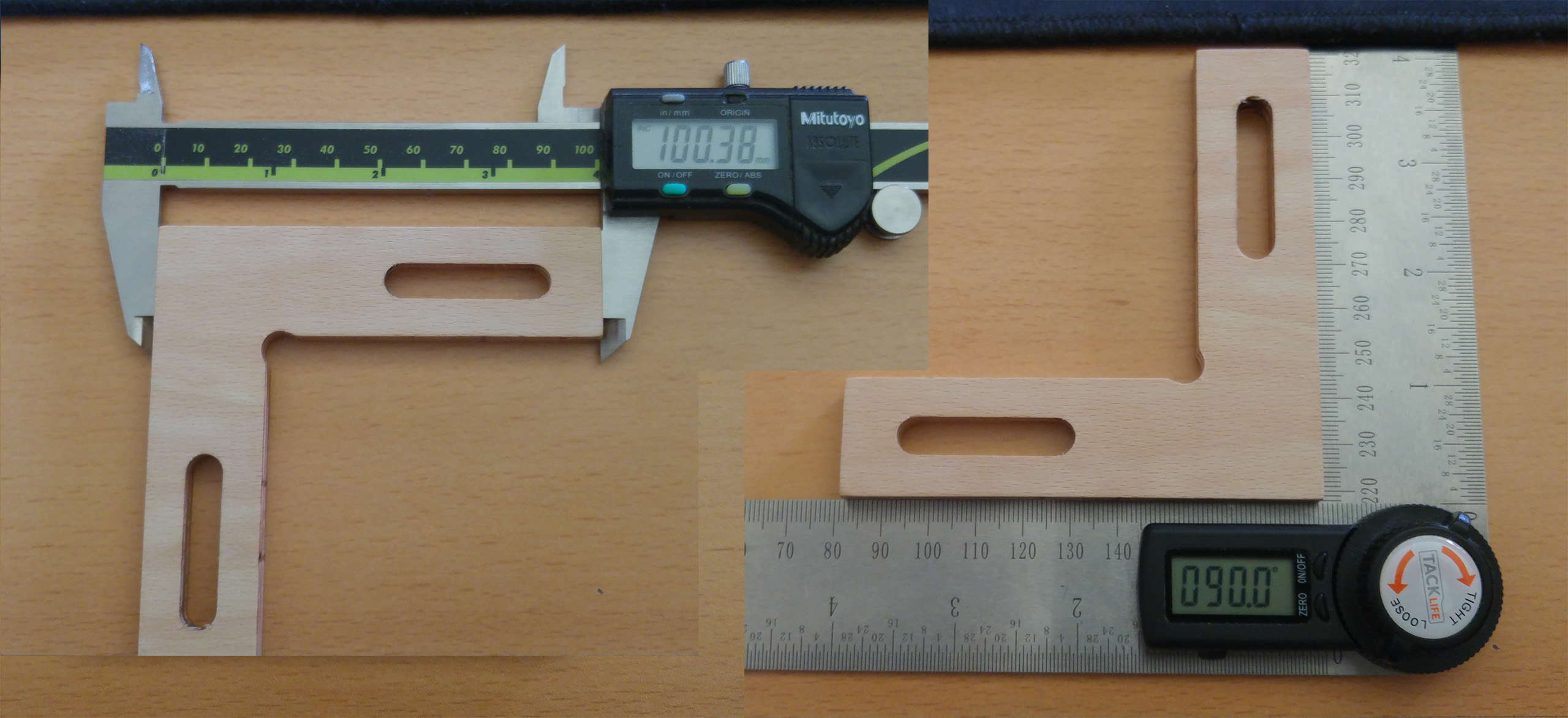
Did some first test cuts in hardwood (beech) today.
Of course my phone ran out of battery before I could record any of the faster/deeper cuts.
Ended up cutting at ~20.000rpm, 1800 mm/min, 5mm depth of cut on a 1/8’’ single flute china end mill. (chip load of 0.09mm)
I stopped pushing it further because I started to notice some flexing… no chatter though.
Some thoughts on the flexing issue:
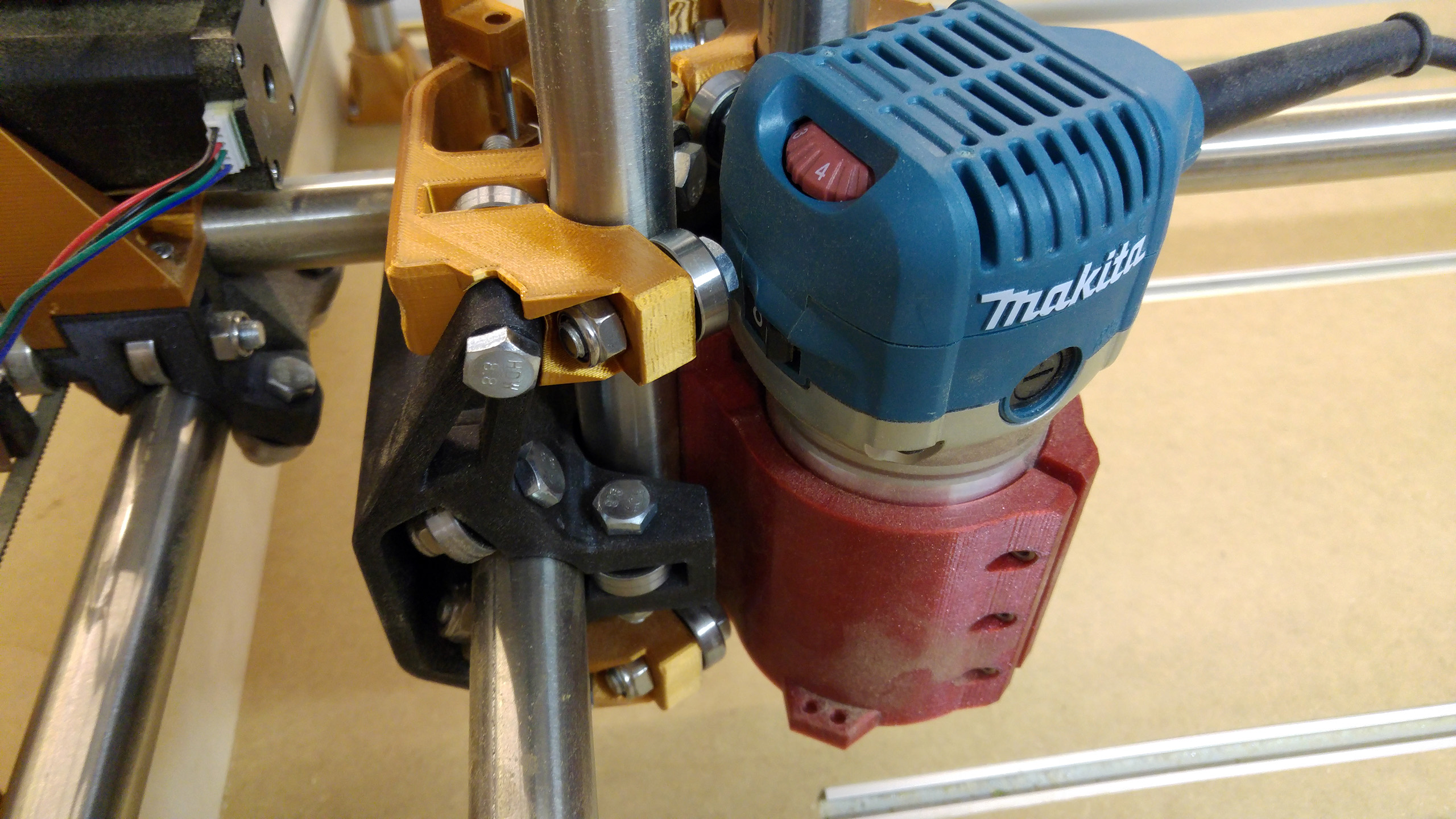
The er11a adapter I use adds an extra 50mm of height to the entire assembly. That can't be helpful, but it is stiffer than I expected.
Further tightening the belts helped. They seem to really like the high tension.
My belt mounts/tensioners can stretch ever so slightly. They were hastily designed; all the force resides on the threads of an m3 screw... Definitely worth revisiting them.
I'm fairly certain the main culprit are my XYZ Burly parts...
Looking at them closely, I noticed they only have 2 perimeters, yet I intended to print all parts with 4 perimeters and follow the infill recommendations.
I must have printed them with my default settings by accident, which are 2 perimeters at 15% infill...
Going to reprint those with proper settings.