I’m still waiting on the lead screw to show up, pretty much the only hard bit I’m missing. I missed that i ordered from China and apparently theyre walking it here. And i missed that the wiring kit didn’t come with the end stop wiring, so ordered that. No biggie but the extra shipping charge sucks. Once they’re in I’ll run and secure all the wiring. 20 years ago i started my 1st build and gave up before it was done. So I’m leaps and bounds further along, much simpler now.
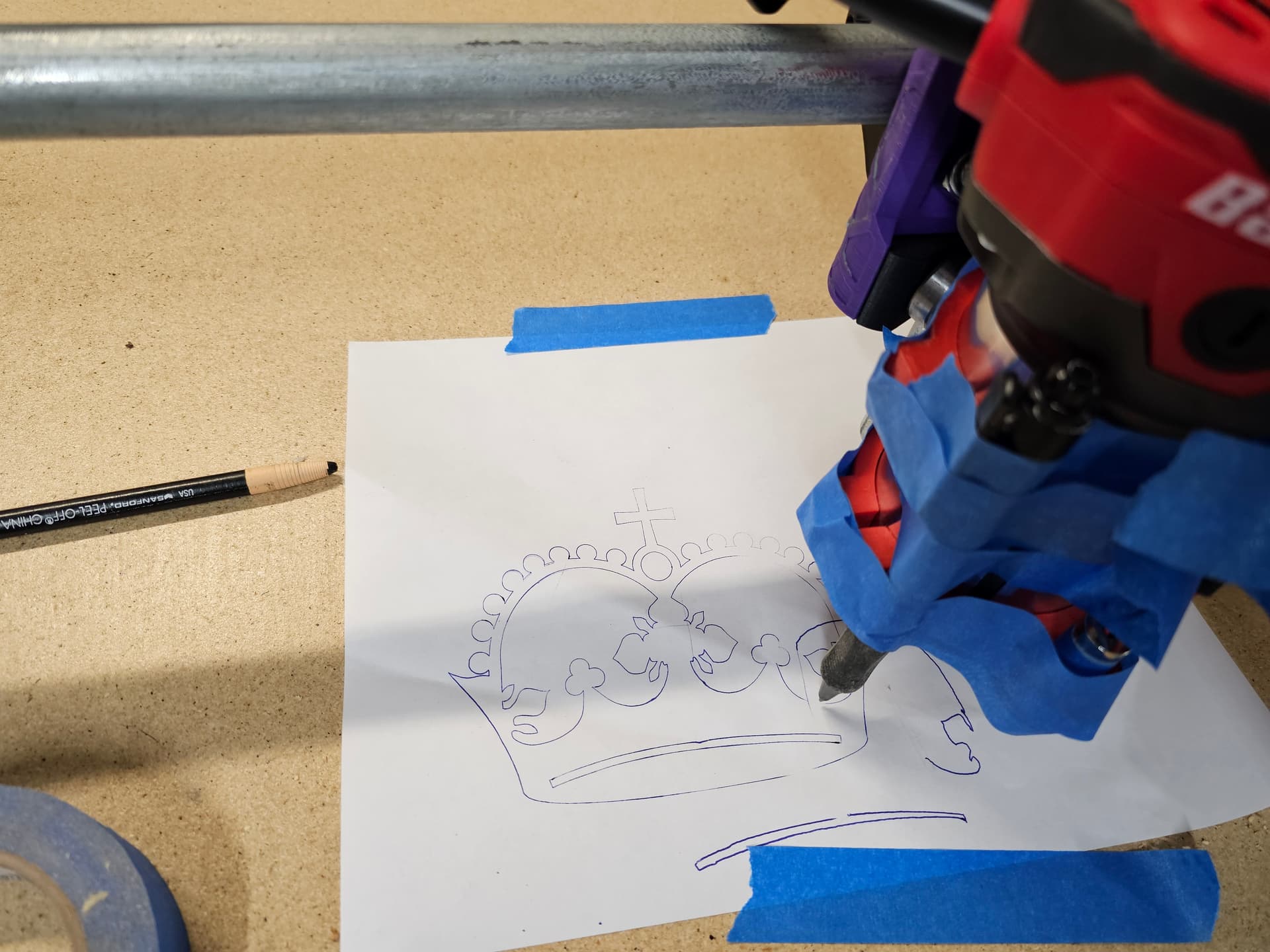
But i duct taped a pen to my machine and actually ran it last night, nice to see it actually moving.
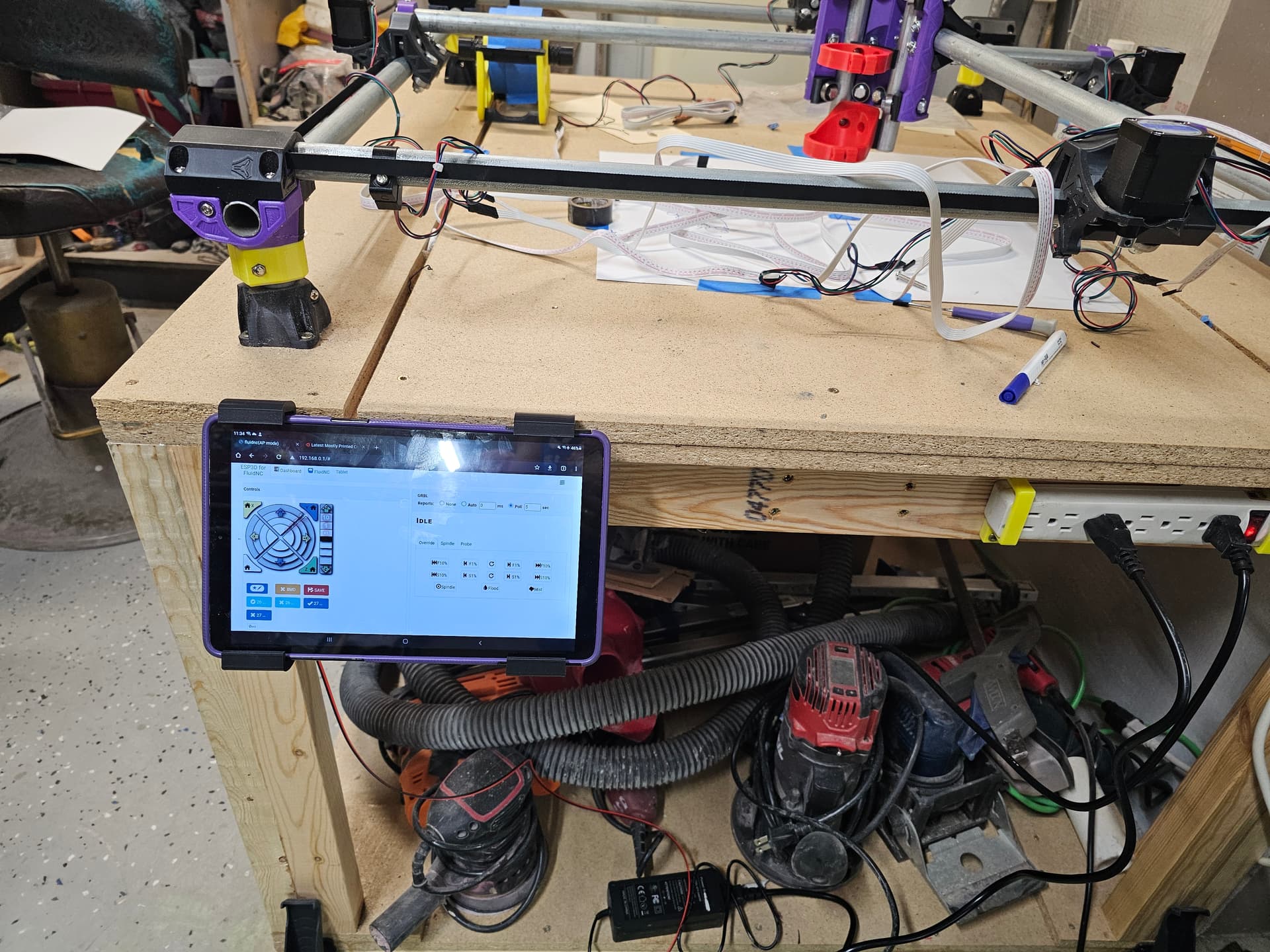
And put together the control mount and made a couple emergency stops. I have 1 mounted on either side of the table im likely to be on.
It’s the built in fluidnc interface. I haven’t played with it much yet, it seems to be missing a way to set the origins except by turning it on and it sets 0 where-ever it happens to be. I found it on the ‘tablet’ tab but not the dashboard. I haven’t played around with it much yet though. It’s such a needed option I can’t imagine that it’s not actually there.
Sorry, I forgot about it. When we get to the V3 of the UI you can read the buttons much much better.
Copy one of the numbered ones that are there and re-number it. Use a text editor to change the gcode in there. Then use the macro maker to name and give an icon to it. Give it a shot and I can help better if you get stuck.
You will see all the files in the system folder, you can upload and download. A macro is the numbered file and a record of it in the macro file.
Right now I’m just trying to make 2 macros, both that will put the tool in 1 place on the table no matter where it starts from, starting after after running the homing sequence of course. 1 is to center the tool on the table and set that position as origin and the 2nd to park it out of the way.
I tried
G90
G00 X303 Y345
G92 X0 Y0
For the centering macro
and
G90
G00 x550 y650
for the park which should move the tool to the far right corner.
Either 1 will work for 1 move from the home but they will try to run off the back of table from any other position after the origin is set as it appears it will only reference that point.
Is there a way to go off the table 0 as opposed to the current orgin?
I was just letting it rapid across the table, wasn’t worried about the speed setting. It’s ramping up and slowing/stopping nicely at whatever the default speed is.
So I’ll set the park to just move a set distance from the table center and call that good. I’m just trying to move it out of the way.
I tried to g28 to resend it to home but it just launches full speed away. It did the same with the tool actually at table 0 , so I’m guessing that’s not the correct one to use. Is there a single command to re-run the homing sequence?
Learning new machines is a bit of a learning curve but I believe it’s going to be worthwhile. Right now I’m trying to re-create what was already built into the other controller, I’ve been a little spoiled. Being able to build in things I wasn’t going to do on the shop machine is nice. I’ve got my laser marker working off one of the 5v switches, so I’ll be setting 1 more to set origin based off of it and my 24/110 relay showed up so I’ll be working on wiring that into one of the mosfets to turn on/off the router and vacuum, and use the other to run the vacuum pump/clamp.
In the meantime I need to pop in a pen and let it do some drawings so I can measure some squares. I’ve been watching it cut air today.
I suggest trying to do repetitive stuff in your starting and ending gcode. For example my ending gcode homes z, then homes X and Y, then stays powered up. For me that is out of the way enough.