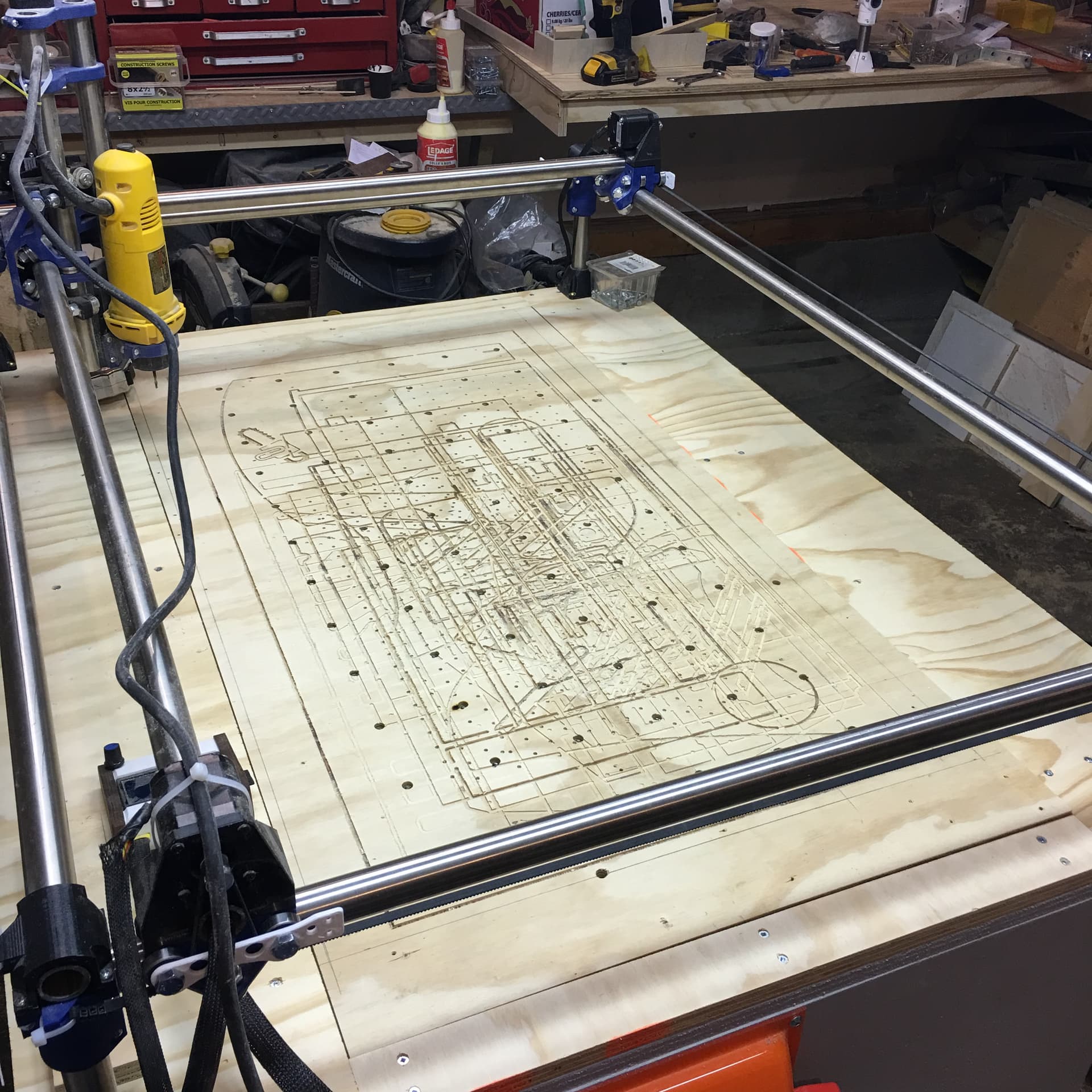
I have a flip job on my hands and need help with any sort of technique I can use to ensure the flip registers on both sides. They are cups so one side gets bored out and then the outer thickness milled. Trouble is my bit maxes out at 84mm length and at the inside and outside diameters we’re working with, I need the full 84mm in the bore (where the booze will go) to hit 5oz. Overall height of the cup will be about 110mm so I must flip them to cut them fully free. I’m also carving the event logo into the bottoms for some bonus points - but in reverse so when you look down through the cup it shows right reading. But that’s an aside. If I can get the flip right on the cup part I can handle the bit change for the logo stuff.
I have the cups (cylinders) laid out four by nine on a 20" X 40" workspace. All spaced perfectly. Any thoughts on what I can do to ensure the flip lines up? It gets further complicated by the fact that the ice slabs aren’t perfectly square or flat (but I’ll get them as flat as I can the old fashioned way or with a big surfacing bit if it gets here quick from Amazon). The ‘not perfectly square’ is the bigger issue although I could probably use the MPCNC to get that close as well now that I think about it.
Maybe that’s what I should do…use the MPCNC to dimension the outer edges to a specific (and square) size/shape. Then, with the known measurement I can reset the artwork, spaced equidistant from the sides and from each other at the new slab size.
I still have the 84mm max issue so even the dimensioning will require a flip but it’d be less critical than the full cup set.
I should say…it’s pretty cool running these long bits on the machine. It was enough to prompt me to put the second tool mount on (I’d been running it all this time with just the lower mount if you can believe it).
I’ll try to attach the DXF I’m working with.
Any advice is hugely appreciated. I bet I’d figure it out after hours of head scratching but someone here may have just the trick I need already.
No endstops set up yet. I can use a hard 0,0 if that helps (the front left corner of the X/Y rails). I can also get an accurate measurement from this absolute 0,0 to the start of the drop workspace or precisely to the corner of the jig I have made that’ll hold the ice slab into the machine if that helps.
How about boring index(peg) holes in your spoil board? Bore matching index holes in your ice, flip it over with pegs lining everything up then bore index holes on the top, cut your cups then flip on the index pins and cut the other side.
The ice slab actually sits in a plywood sled with a thin piece of styrofoam underneath it. I could add some sort of alignment pins for sure. The challenge is that I can’t bore straight through with the mill. Although I COULD bore down from the top with the mill and finish it with a good old fashioned drill bit…I bet that’d be close enough…
The easiest way I can think of is pins. But since you also do not have a flat true surface anywhere you need to make one. I see you using pins and a surface like a washer.
So on the first side no references matter. You will Load the cut and start. The first side will include at least 2 pins (for this probably 3). So you will bore some sort of hole and then a perfect surface to go with it (as if you where ever so slightly countersinking a washer. That surface will be your new Z reference surface when you flip it so you will need to set your Z accordingly (unless the Z is not that).
[attachment file=82003]
Something like this, but probably a bolt and fender washer.
Thanks guys. I spent the day constructing the final ice lift pieces and will key in some known pin locations. I need to find a way to ensure the tray, once lifted into place, is always at the same orientation to the X and Y rails and relative to 0,0. This has proved way harder than I expected but only in these cases of flip jobs. Which will be rare.
For now.
If I can nail this on something as low tolerance as some cups you can bet your MPCNC I’ll be using the machine to carve up some BIG in the round stuff!
I’m digging back through the V1 world looking for info on flip carving (with aluminum in mind). I know I saw one user here that was flip carving some little bird shapes (among loads of other cool stuff they were doing). I came across this thread while digging and thought I’d “close it off” with what I actually ended up doing in case it helps anyone.
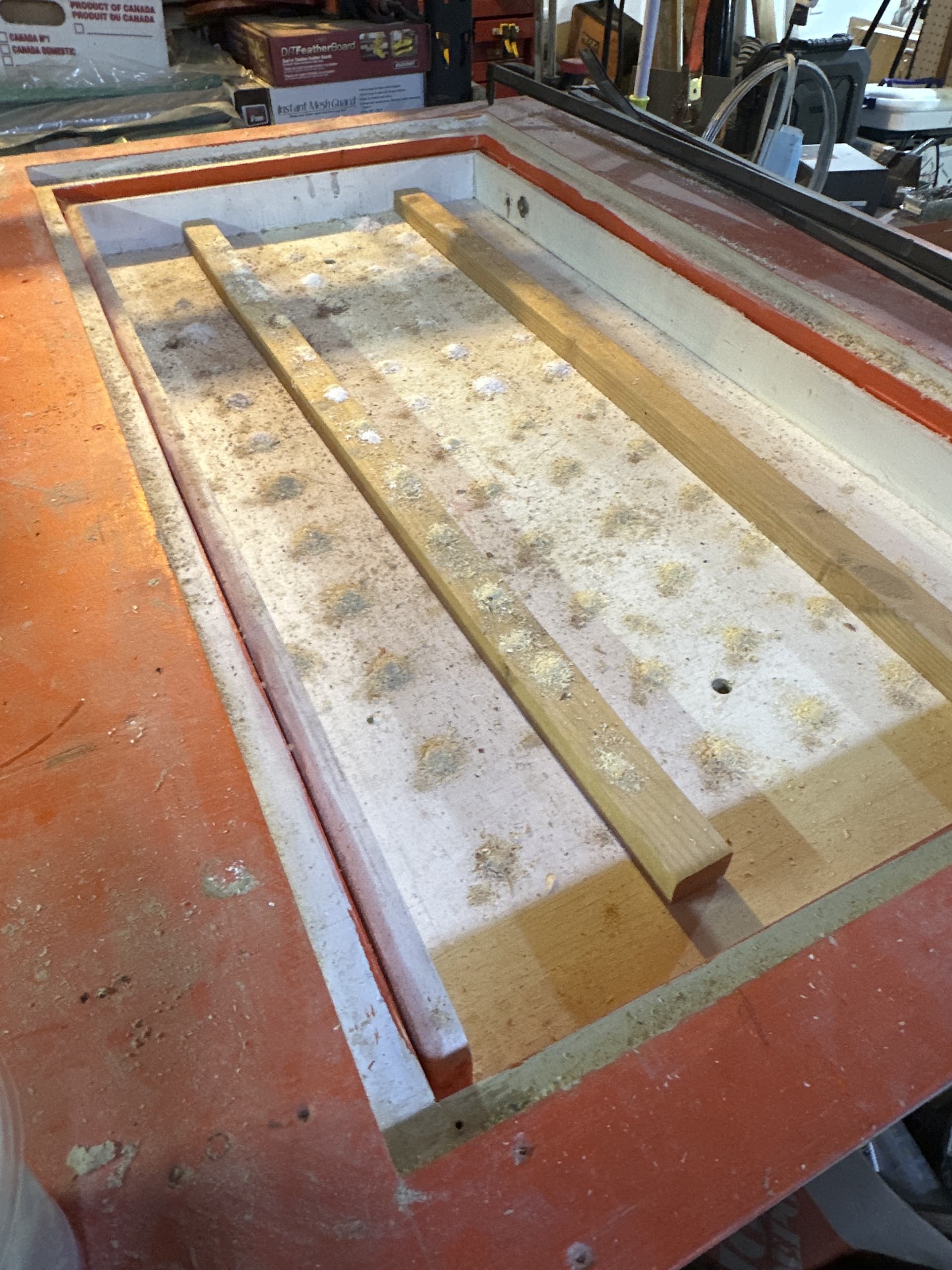
First off, the insert sled and “making sure it remains at the same level”. I tried using one of those foot pump type lift carts from Princess Auto and while it did work, it was not super stable laterally nor did it stay at the same level indefinitely. I’m sure it would have held for the duration of a cut but definitely dropped over night. To resolve this issue I drilled holes in the sides of the tray, right through the table sides and inserted carriage bolts secured by tee nuts inside the tray. You can just see the tee nut there in the back corner of this pic. I used carriage bolts simply because I had several on hand that matched the tee nuts I had. The bolts never had to be tightened down - they just had to hold the tray secure. This gave me about a 4" drop down from the work surface. To fine tune the level on anything I slipped in there to cut I just used construction shims and then held the workpiece in place with blocks of wood screwed down to the tray surface and then wedges to lock things in place (meaning the blocks of wood were not tight against all four sides of the ice - only two sides rested against the blocks - or the tray sides, the other two sides were locked in place with blocks and shims).
Now, see those two holes, one at each end of the tray in the middle? Those are the holes I used for the registration of the flip when making the ice cups. I cut the bottoms, engraved the logos and added the matching holes. When flipping the ice sheet I would put two 1" pieces of dowel I had made up into the holes in the tray and then slide the ice around until it “dropped” down onto the pins. It wasn’t perfect but close enough for this use. I made the holes in the ice sheet a little larger than required. Unfortunately the Dewalt is hiding the registration hole in this photo.
One other note about the table specifically. You see how the long sides of the table have a much larger cut out? The opposite end of the table also has the same larger cutout to it. I did this so that things could be loaded onto that lift cart and then the cart could be wheeled under the machine and lifted up into place. It did work as planned but due to the issues mentioned above was a feature never really used much other than when surfacing those logs that time. Mostly it meant it was easy for me to pile crap under there which was terrible. If I were to do it again I’d close off the cabinet and build dust free storage cupboards under there as others have done.
A couple of shot-glass sized pegs near the edges… Load the block, against the pegs, carve the hollows and partial outer shapes. Flip, aligning the pegs into a couple of the carved glasses. Carve logos. Cut out the glasses. Not sure if you leave tabs to prevent the glasses from shifting as they are freed from the block, or if the styrofoam rider provides enough friction to prevent mishaps, but I imagine the CAM for that final pass requires some thought.
Pros: Uses holes you’re already carving into the block.
Cons: Can’t maximize the block size (you need to leave room for the offset from the first cut against the pegs to the flip onto the pegs), and you only align on one axis (well, I suppose you could do it on two axis, but that might cut into the usable block too much).
It turned out that using the machine to fully cut the cups was a long process requiring constant monitoring with an air hose to blast the snow free so we ended up carving the logos and then after switching bits only cutting down one pass (about 3/4"), flipping, cutting down another 3/4" on the other side and then “connecting the dots” by hand using a die grinder with a 3" endmill with the slab standing on its edge so the cups just stayed put in the honeycomb hole once cut free.