We are nearing the end of a new Primo build with a Jackpot controller. I would like to try using VcarvePro to make files for it to cut. What post processor do I choose? Here are screenshots of all the PPs in Vectric’s database.
Never used Vcarve before but I am very surprised to see they don’t have a GRBL post processor. That is what you want. Might google and see if that generic one is GRBL or not.
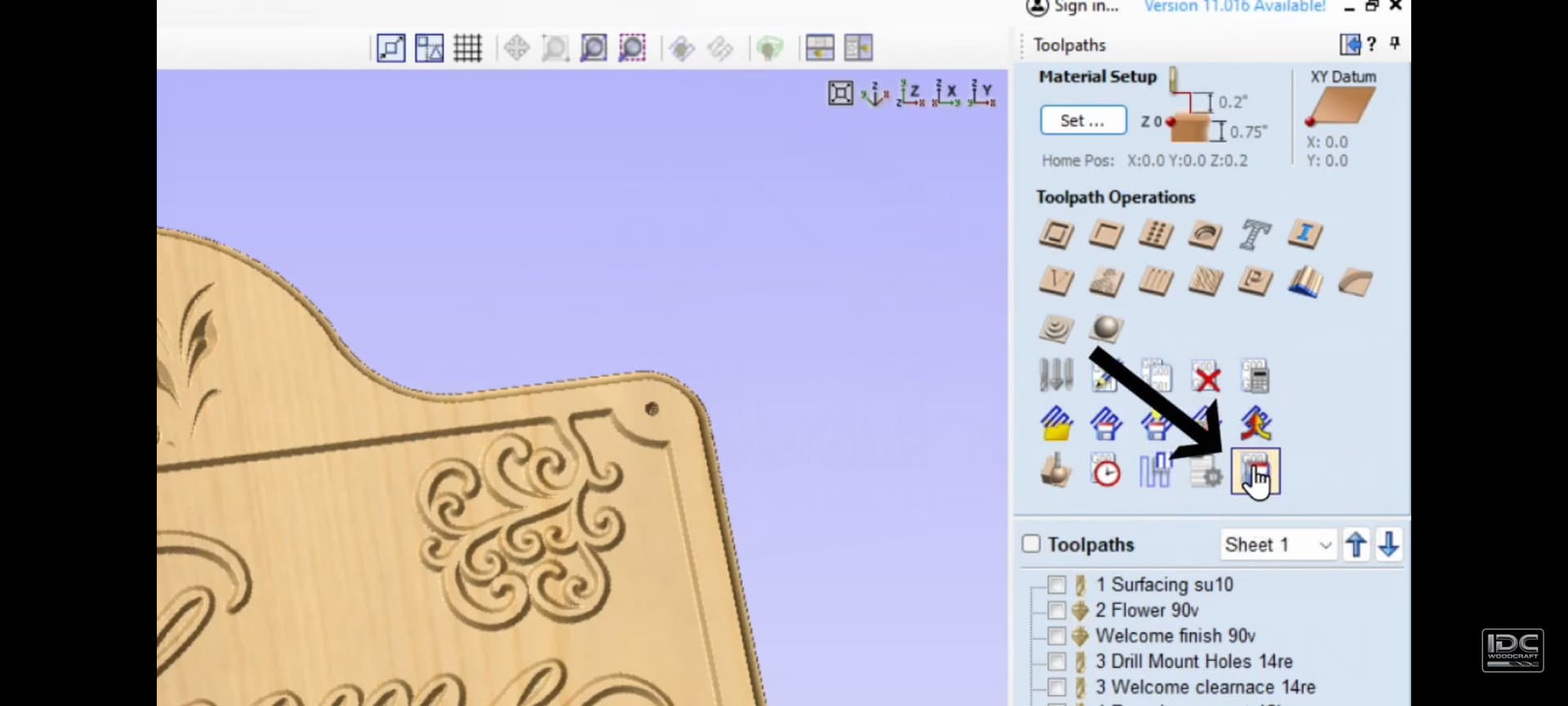
Hi, you should be able to select the GRBL POSTPROCESSOR from the save gcode menu. Here is an image for reference (this is the same for all vectric software, i use Aspire)
The Makerspace edition is fine, for its intended purpose: A makerspace with an admin (me) that has to generate the actual gcode file from students’/makers’ .crv files. The only problems I have had running classes with it is sometimes students forget to log in. Then I can’t even open their .crv files in order to generate the gcode. But if they just go back and re-save when logged in, all is well.
OK, yeah, the Post processors list in the Save Gcode dialog has a longer list that includes grbl (mm), but there is no Jackpot, FluidNC, or 6-Pack. And there is only one ESTLcam, called “Estlcam Arcs (mm)”. I had read here somewhere that the Jackpot firmware is only 95% compatible with grbl. I am worried about that 5% if I use the grbl PP.
I use estlcam for my cam, and I am also in the Millmage beta. Both of those I am using GRBL post processors for as they dont have a fluidNC one. And I have yet to run into a single issue because of that.
I think I would dial that back from “worried” to “Ill use this but keep an eye out for any weird ”
Fluidnc is based on grbl code. It works just fine. You copy the gcode con the vectric software and upload it to your jackpot then run your files, i have a iackpot and a 6pack board in my machines also ise vectric Aspire to draw and generate gcode. Never had an issue that it wasnt caused by me (human error) like changing the bits but not change the gcode file and hitting run
That 5% is all the setup gcode (that really isn’t conforming even go gcode). I would not expect your gcode files to have any$ commands. So it should work the same.
Thanks, Cesar. I can now verify that FluidNC works with VcarvePro using the grbl (mm) PP. I made a test calibration drawing and it ran perfectly! Test drawing
Sorry late to answer i have been using grbl with FludNC with my primo for about 3 months with no problems. I have not dome any wild things just a couple pockets and drills
I was caught by this conundrum too. Cesar solved it (see post 4 above) by making me realize there are machines and there are post processors, each with their own list. You are looking at the machines list.