This is a bit tricky for me, I have already destroyed one tool trying to do it (bent the shaft)
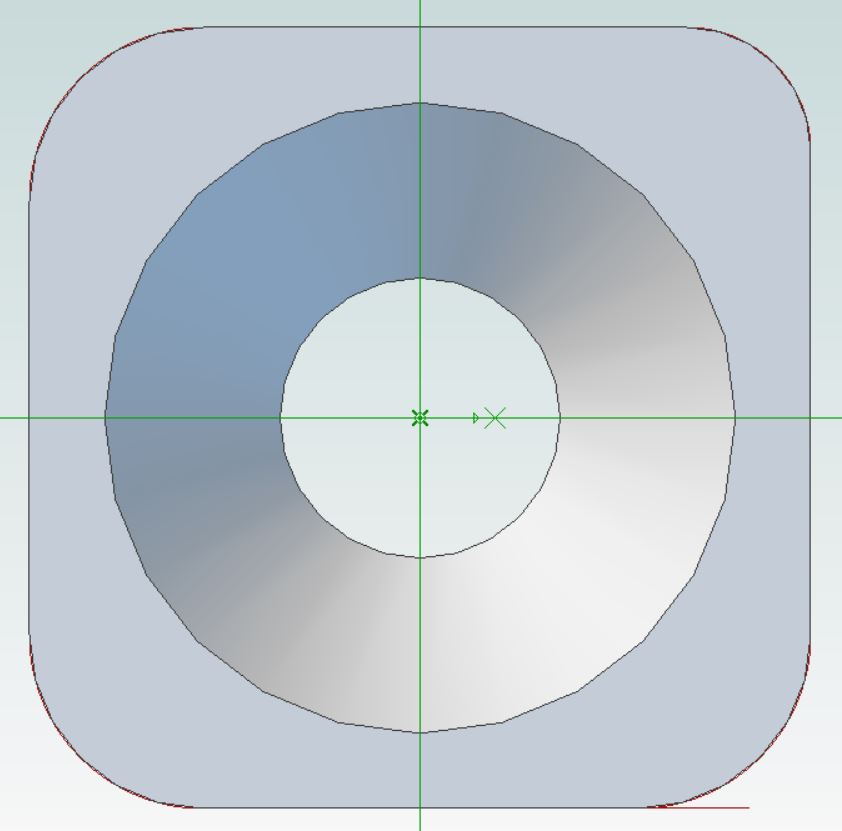
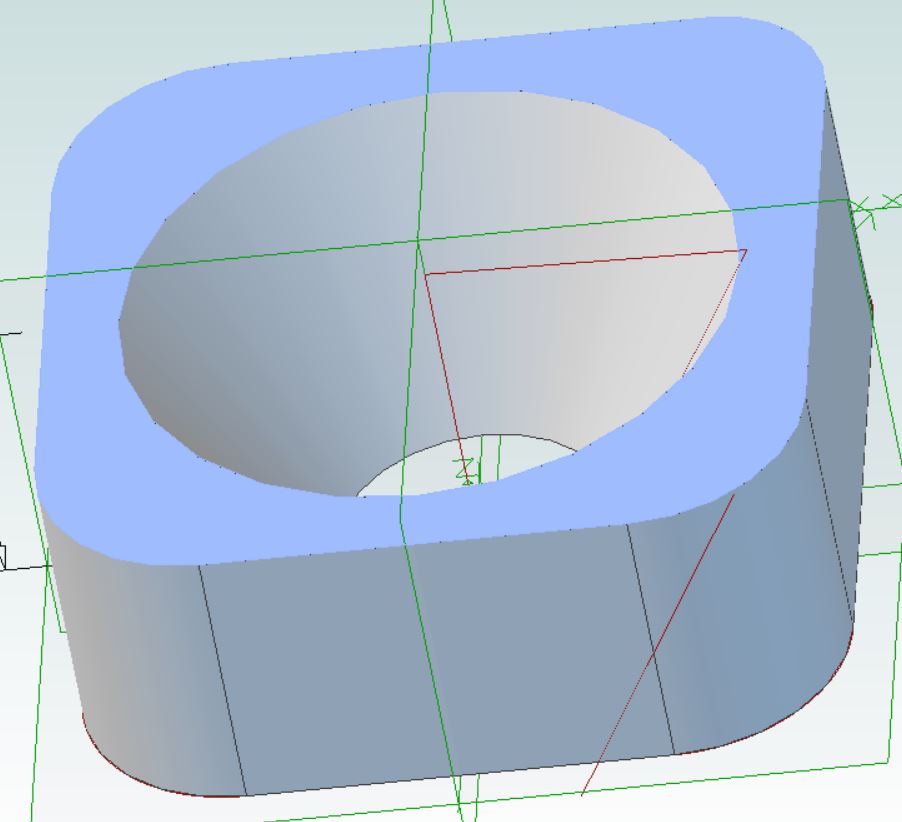
I want to form a cone shaped hole in a piece of wood that is 35mm thick. The large opening size is 72mm and the small end is 32mm, the angle of the cone side is 60 degrees.
I envisaged using a large 60 degree V bit to drill a hole in the centre and then route a circle around that axis of the drill hole.
Before trying again I wanted to get some advise to lower my chances of breaking another tool.

I would try this way:
export as stl.
use a big endmill for rough
use the same endmill but with different settings. for instance max 0.2 mm down with each pass.
Okay, I started typing two ideas but just can’t on mobile. Too much typing. ![]()
What type of wood, soft or hard?
Curious if people more experienced than me here will recommend roughing out pocket with flat end mill (and doing tabbed external contour), then using v carve bit. Or something else?
The wood is soft pine.
Just a note.
A 60° V bit has a 60° angle at the tip, so.each side is 30° from vertical. If the cone is 60° from vertical, you would need a 30° V bit to carve it, as the sides of that will be 60° from vertical.
In which case, you would do a carve of the large circle using your 30° V bit to a maximum depth of 35mm. Cut the outside with a straight cutter.
This will be faster than the STL 3D method, because it won’t need to 3d carve the whole surface, but maybe less flexible.
1 Like
Thanks, similar to what I thought. I will give that a try once my new cutter arrives.
I made the mistake of cutting too deep and maybe too fast as well and ended up jamming the cutter and bending the shaft. I can’t use it any more due to the high vibration, so it is now in the bin.
After reading what you have written, I thought about it and it appears that I would be better off using a 90 degree bit and making the sides 45 degree angles. I laid out the profile and it works better than I first designed. I think however that I would need to do several passes at different diameters in order to get the inverted cone cut out, if I cut in just one large circle I would end up with straight sides for part of the cutout.
If you do it as a carve (with Estlcam) it will make the progressive depths smaller circles so that the deeper passes match up with the outer shallow ones at 45°. (Provided that you’ve described a 90° V mill.)
I think it will try for a flat-ish bottom of the carve as well at the maximum depth you specify.
That sounds promising Dan, I will give that a try when I get the new cutter.
The flat bottom in this case will be a hole. Not sure about it until I try.
…Darn, I couldn’t get Carve to cut any deeper than the calculated cutter height… Lying about the cutter diameter (taller calculated height) might be worth a try. I’m curious about how smooth the wall ends up.
Another option is the v11 Solid of Revolution G-code generator:
closing old topic to help fight spambots