Class I: accurate to ±1.10mm over 10m length
Class II: accurate to ±2.30mm over 10m length
Class III: accurate to ±4.60mm over 10m length
We would be class two as it stands with no calibration. Far better after a very quick calibration to your tape measure (which could actually be worse).
Those classes are specified as a +/- offset and then a proportional scale.
Class I - ± 0.1 mm ± 0.1 mm/m
Class II - ± 0.3 mm ± 0.2 mm/m
Class III - ± 0.6 mm ± 0.4 mm/m
So over 2.4mm those accuracies would be:
Class I - ± 0.34 mm
Class II - ± 0.78 mm
Class III - ± 1.56 mm
I agree that you’re at the point where it would be difficult to be sure that someone measuring an error isn’t seeing the results of a imprecise tape measure, even assuming they’ve “burned an inch” to avoid the measuring instability of the hook end and associated parallax.
I was wrong though. Our error puts us at -14mm at 10M. Horrible, not even a class.
The point being the end user is at the mercy of their ability to accurately measure, and to Cesar’s point, it is not always 1.75mm off it is ~0.14% off.
I don’t think so? They line up with your 10m numbers above.
How did you get here?
My example:
Class II - ± 0.3 mm ± 0.2 mm/m
So if the measurement is negligibly small then the error is ±0.3mm. Then for every meter of measurement the error bars increase by 0.2mm, so for a 1 m measurement those error bars increase by 0.2mm to ±0.5mm. For a 10m measurement those error bars are the absolute error of ± 0.3mm plus the non-linearity error of 0.2 mm/m * 10m = 2mm so ±2.3mm…
Hopefully that’s a bit clearer.
Indeed, and my original point above was that it’s a linear issue, which addresses some (if not most) of the other concerns raised, and that the scale of the error is close to cheap tape measure accuracy, which makes it difficult to confirm. If someone says 'Well, mine is off by 1mm over that 2.4m" then I’d honestly assume measurement device and setup error before machine error, but I’ve also never actually evaluated the belts.
A USB webcam on a toolholder mount would be pretty similar to how all the open source pick-n-place machines work. That’d be a very precise method to compare against an actual good measurement reference.
I still maintain that people should not be using tape measures for anything sub mm.
Absolutely. I think that’s the key thing to point out and it seems to be tied to a common newbie woodworker discovery. If you use multiple different tape measures, you will see stacking of errors and parts won’t fit.
Most stuff doesn’t need to be measured accurately, it needs to be measured repeatably. That’s why lots of people recommend the ‘story stick’ approach.
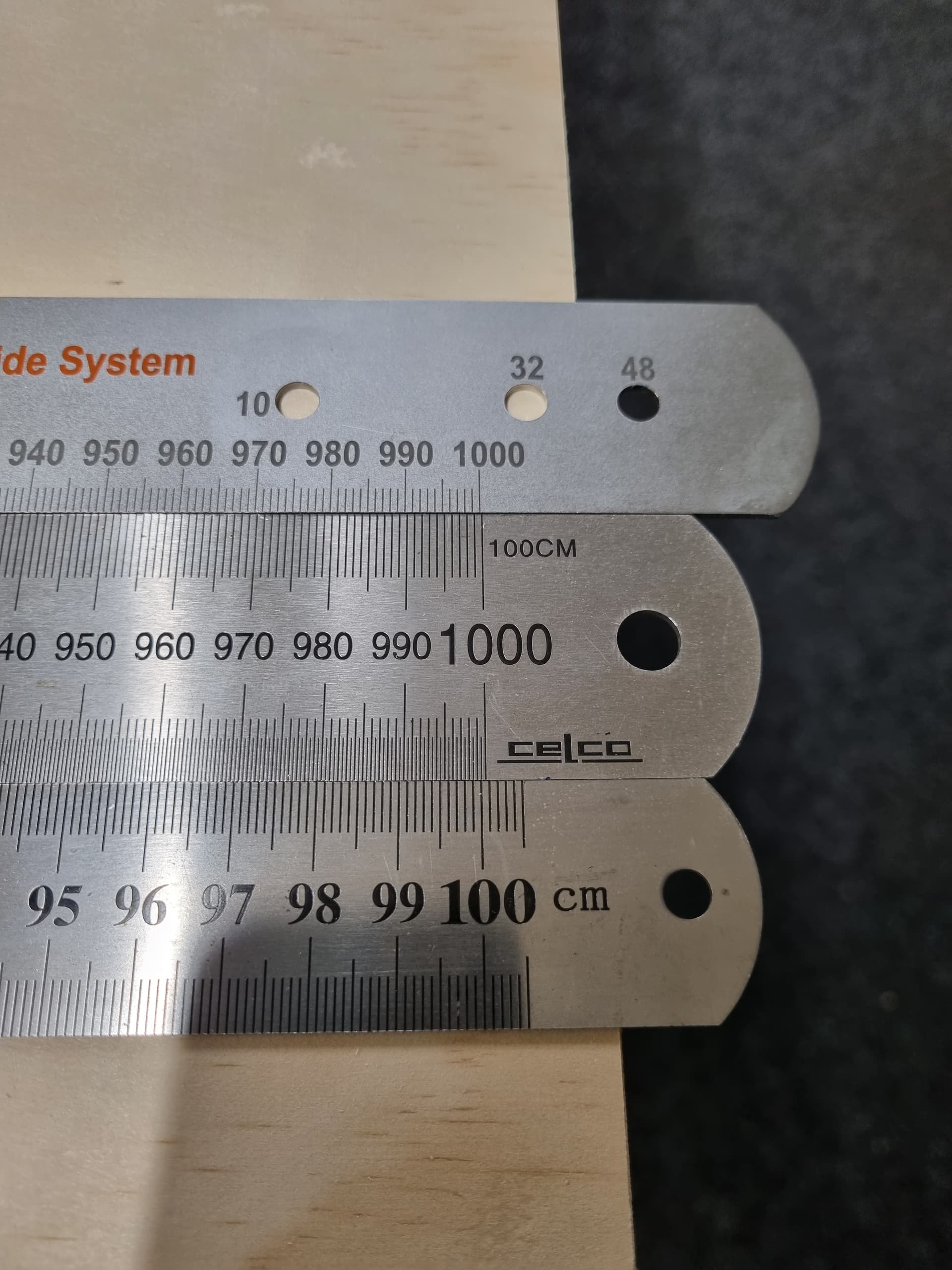
Just found these photos from when I was going insane trying to chase down some weird measurement errors.
The top 1m rule is one of the parf sticks included with the parf guide system, which is basically a class-1 steel rule with holes precision drilled into it.
Since then I have acquired a separate class-1 1m steel rule from a different manufacturer and a class-1 measuring tape. Both parf sticks, the 1m steel rule and the measuring tape all agree to well within my ability to use them.
Just to reinforce how in the context of what we mostly do this sort of error doesn’t matter.
A one metre rule may show quarter mm segments, beyond that parallax error means that you can’t eyeball it anyway.
Having spent a good portion of my life drawing stuff on tracing paper which wasn’t terribly stable in humidity, and living by the mantra “Do NOT SCALE FROM DRAWING” I find arguments about this micro millimetre stuff entertaining. Drawing 75mm walls at 1:100 scale day in and day out, gives one a really good feel for sub mm dimensioning and a really good feel for how to “make do”.
Three decimal places of accuracy in timber pieces will have moved two decimal places while we’ve been reading this post.
I am in the process of finishing a cupboard in timber, with 2mm gaps around the doors. As long as they are roughly parallel, and have a chamfer round the edges, no one will ever know if they are 2.2 or 1.95mm gaps.
I have a hard time hitting sub 1/16" (1.75mm) with anything unless I can touch both ends of the ruler at the same time. Tape measures are out because I can’t make sure one end is secure while reading the other end. At least not to that level of accuracy.
That’s what i have said once in another thread: get one steel ruler, calibrate your machine and place that ruler (or tape masure) away for future measurements/calibration.
Just remember we all understand this to a pretty high level and we are all trying to use different words to describe it.
There is a large number of potential new users skimming the forums to decide if they are going to build one or not. This is who I am gearing all my responses to.
While this is a bummer to find out the belts are not as perfect as I want, nearly every other belt driven machine has the same issue (don’t mention 8’ ball screws or you are fired). The fix is simple and it will extremely precise far beyond most people’s abilities to measure.
And as I pointed out previously, you will need to be more than twice as precise with a 1m steel ruler and while on average MY tape measures are worse, the steel rulers aren’t enough better to be worth losing that factor of 2.4 in precision.
As above, mark the corners, measure with whatever you have that’s best.
OR make a camera mount and use a precision measurement.
Those seem to be the only 2 valid options, to my eyes.
If you are only building your own cut parts, none of this matters. The machine is extremely repeatable, both axis would be off by the same amount. all parts cuts should fit together with no issues.
Last thing you want to do is calibrate to a tool you only use for calibration, then pull out some measuring tapes for day to day assembly.
I think this thread has ran its course. No point in going around and around about measuring. I will add some calibration instructions soon for those that are interested in it.