Building a box for SKR PRO and TFT35. Design is almost done but a test print showed I didn’t leave enough clearance for screw holes.
For a M3x8 cap bolt to mount the SKR PRO PCB to the printed standoffs I used 2.5mm holes.
Test print was printed coarse with 0.6 nozzle, 0.48 layer height and fast speeds so I expected it to be rough to be used mostly to gauge USB and SD slot opening. Openings were correct but standoff holes and 3mm hardware mount holes were too small.
What do people use as a rule of thumb?
@vicious1 can you comment in general About above and specifically about the endstop M2.5 holes in motor mounts. My M2.5 boot fit perfectly - what’s the magic?
I’m actually looking to make PCB standoffs that self-tap the screw. I printed a series with slightly different sizes and internal tapers. I’m leaning to 8mm tall post, 3.2mm hole with a 1% or 2% draft (slope) so that it gets narrow the deeper the screw goes in.
Did you do some test objects to find out what your printer really throws out? An 0.6mm nozzle sounds like some more here, some less there, depending on so many other parameters.
Of course the holes that I tell my printer to make are rarely exactly what they are supposed to be. I have the habit of adding a few perimeter tracks more than needed and then just use a matching drill bit to bring them to the desired diameter, even the ones where the screw has to cut it’s own thread later on.
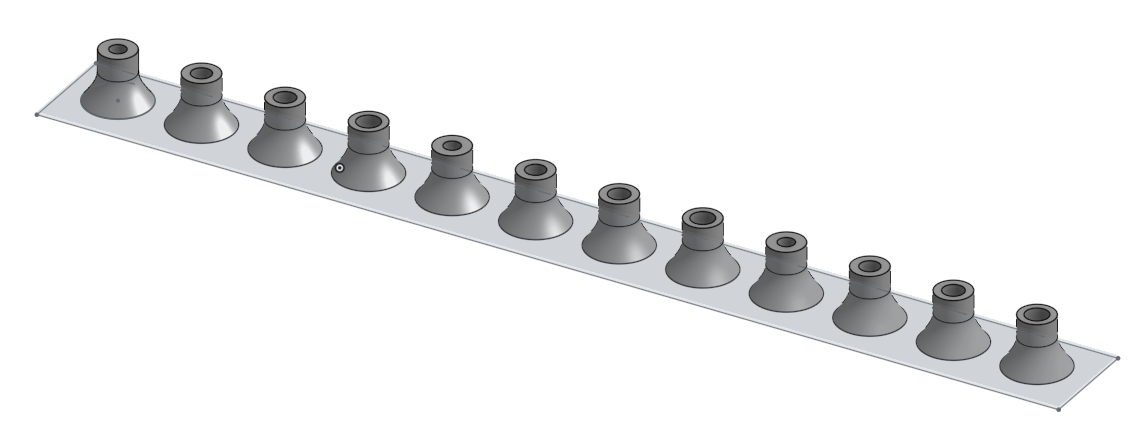
In the end I created and printed this 8mm standoff test strip.
Holes are in sets of 4 starting at the left and repeat 2.5mm, 3m, 3.2mm, 3.5mm. The first 4 are straight up/down holes, the next 4 have a 0.5 degree inward taper from top to bottom, the last 4 a 1 degree inward taper from top to bottom.
In the end I used a 3.2mm hole with 0.5 degree taper from top to bottom.
I found this let the 3mm x 8mm screw enter the top of the hole easily but then become snug just as the screw tighten down on the PCB.