Imo first thing to check is that when you command 20mm you get 20mm. @dkj4linux uses a BBQ skewer or toothpick pointing at a ruler for some of his machines, i clamp a dial indicator on mine. Use the largest implement you have that measures to the accuracy you want. The key is to do this under no load.
Stepper motor angle, pulley diameter, belt tooth pitch…these are all well defined so it should be really really close. If not, you could have other issues. There was a discussion not long ago about the belts stretching and maybe the pitch isn’t exactly right. If you have a small error, this could be it. Might warrant messing with the steps/mm, might not. Personal choice.
Sounds like you’re confident the mill is actually 6mm.
Could be the stock is deforming a little. I think mdf pushes back a little, but it might just be me. When you cut a slot, it’s it 6mm wide?
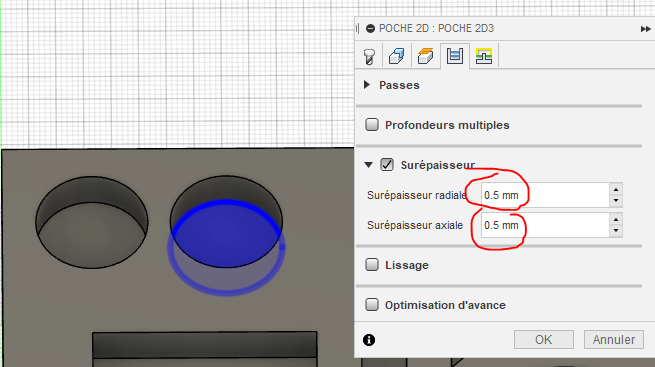
The last thing is deflection from the tool mount, core, and tubes. That problem you fix with extra finishing passes (as already mentioned), the other ones you fix with “stock to leave” settings.
I generally have to remove an extra 5-10thou depending on the cut direction and material. Good luck!
Quick questions… just how much smaller is the hole? …and is it at all tapered top to bottom?
Since your hole is undersized, the runout/etc is probably OK, but the bit/machine is flexing too much. The endmill you are using is the kind with a smaller shaft (not 1/4" shaft). You might try an endmill with a 1/4 shaft… or slow it down… or give it more finishing passes. Also, verify your core bearings are snugged up properly… they can have a habit of sneaking loose and causing problems like this.
Hi Kev, thanks for your ideas,
I’ll check core bearings
I use a old Bosch POF50 small router which needs a 6mm tool shaft
I also noticed a little burned side in the wall hole,
Maybe mdf has overcooked and shrinked …
Later this day, I will try to mill a pine board with many holes, and to do precise measurements.
Yeah, we talked about using that to fix the problem, but I didn’t guess that it WAS the problem!
I think the fusion default is to leave stock on roughing strategies like pocket and Adaptive. Finishing strategies like contour and parallel usually don’t.
Glad you’re on the right path now!