I don’t have a good reason for mounting them on the rails. Just stupidity. Yea that makes sense now.
Not a big deal at all just wondering. They will work either way.
I loosened the entire machine up this morning and reset all the bearings so the were just touching while the motors were engaged and the squaring offset in… it is rolling around nice now. So I cut 1 more circle and it still had a flat spot…
So I went back to drawing circles today. I found drawing 150mm circles with X crossover and measuring with a caliper seems to work as well as the larger squaring with the machinist scales and a hell of a lot quicker. I had difficulty with this in the past, but it worked well today.
Anyway I seem to be getting inconsistent results. I just can not get below .75mm square consistently. I will try to slow down the bump next time I have time to play with it.
Is the flat spot always aligned with a particular axis? If it’s always X that has the flat, that means that Y isn’t moving as it should. Is it possible the other axis is sticking or having other motion issues (belt, motor, wiring, pulley, snagged wire)?
Also, have you double-checked the gcode on a simulator to be sure the flats aren’t part of the program? (Forgive me if this is mentioned above)
1 Like
How thick of a full depth finishing pass are you running? Climb or conventional?
The finishing pass could easily explain this. Too much and it is loading and unloading still, too little and it is not taking out the roughing flat spot.
1 Like
Mount a pen and draw patterns to decouple the cutting from the accuracy of the machine without any load. Use the pen to square the machine.
When cutting, the forces cause it to deviate. The finishing pass should be thin enough to produce extremely light loads and the accuracy should very closely match that of your pen.
Without a finishing pass, the forces on the cutter will produce deviations that are sometimes repeatable and sometimes not, depending what variable is changed.
How bout them grub screws? Tight?
You state above that
Do you know where this “resting unsquareness” is coming from? I’d try to eliminate that if at all possible. For example, if it is from corners being mounted out of square, I’d try re-mouting them. I have a Burly, not a Primo, so I’m not sure what other possible contributors show up, but I seem to recall folks re-seating the tops of the trucks on the rails having some success in removing some variance.
#1 what is the grub screw?
The cut and finishing passes are 4mm. Climb milling. The PVC sheet cuts fairly easy. 0.2mm cut on finish and slow speed.
The flat spot is usually due south and matches where the gcode enters and exits. It is always the lowest point on a circle. The under diameter condition usually continues somewhat to the SW corner.
I drew many circles on paper today. The flat spot does not occur with no load. Only when cutting, and not everytime.
Yes the out of square originates from the corner legs. I am considering resetting them.
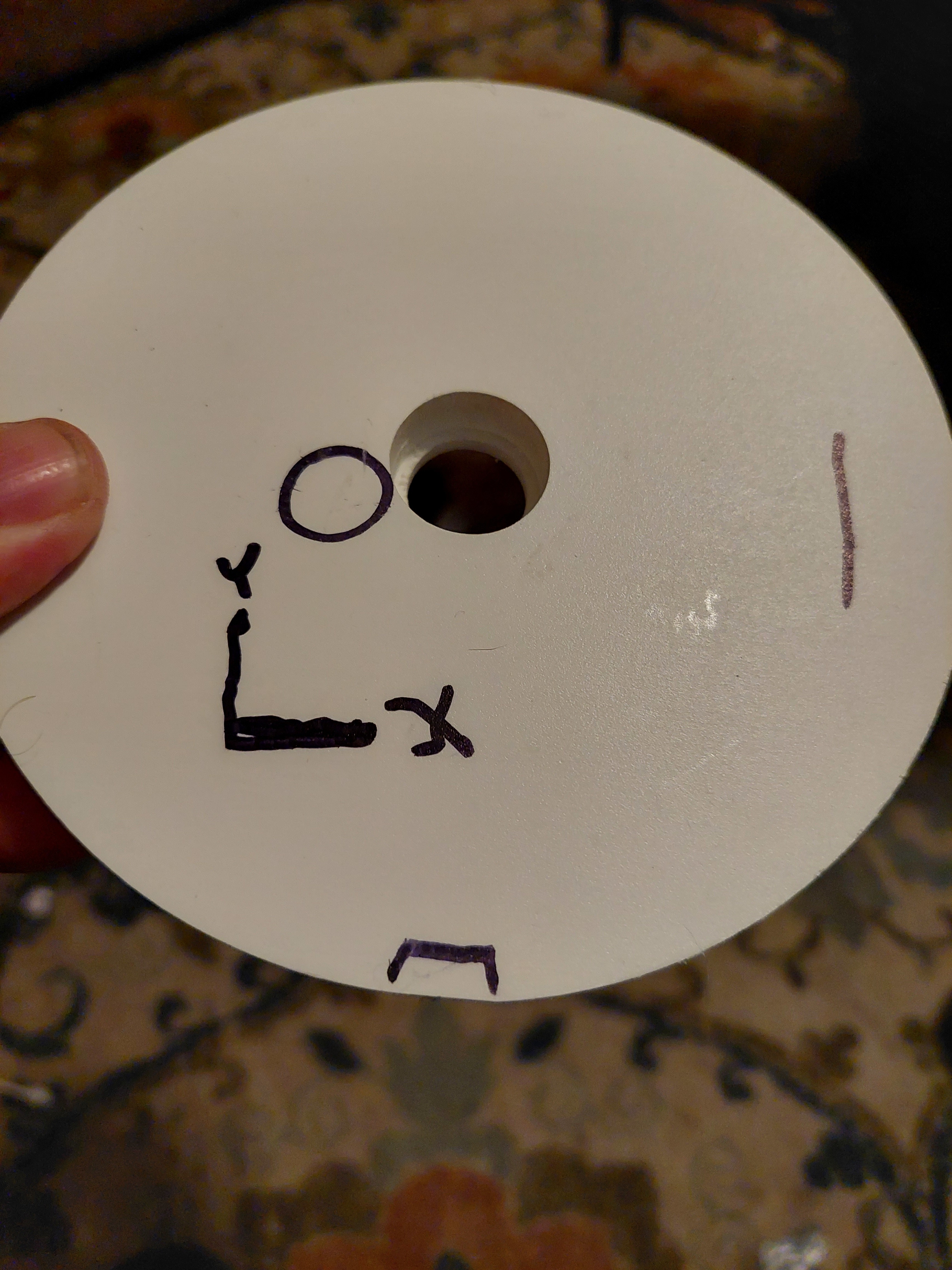
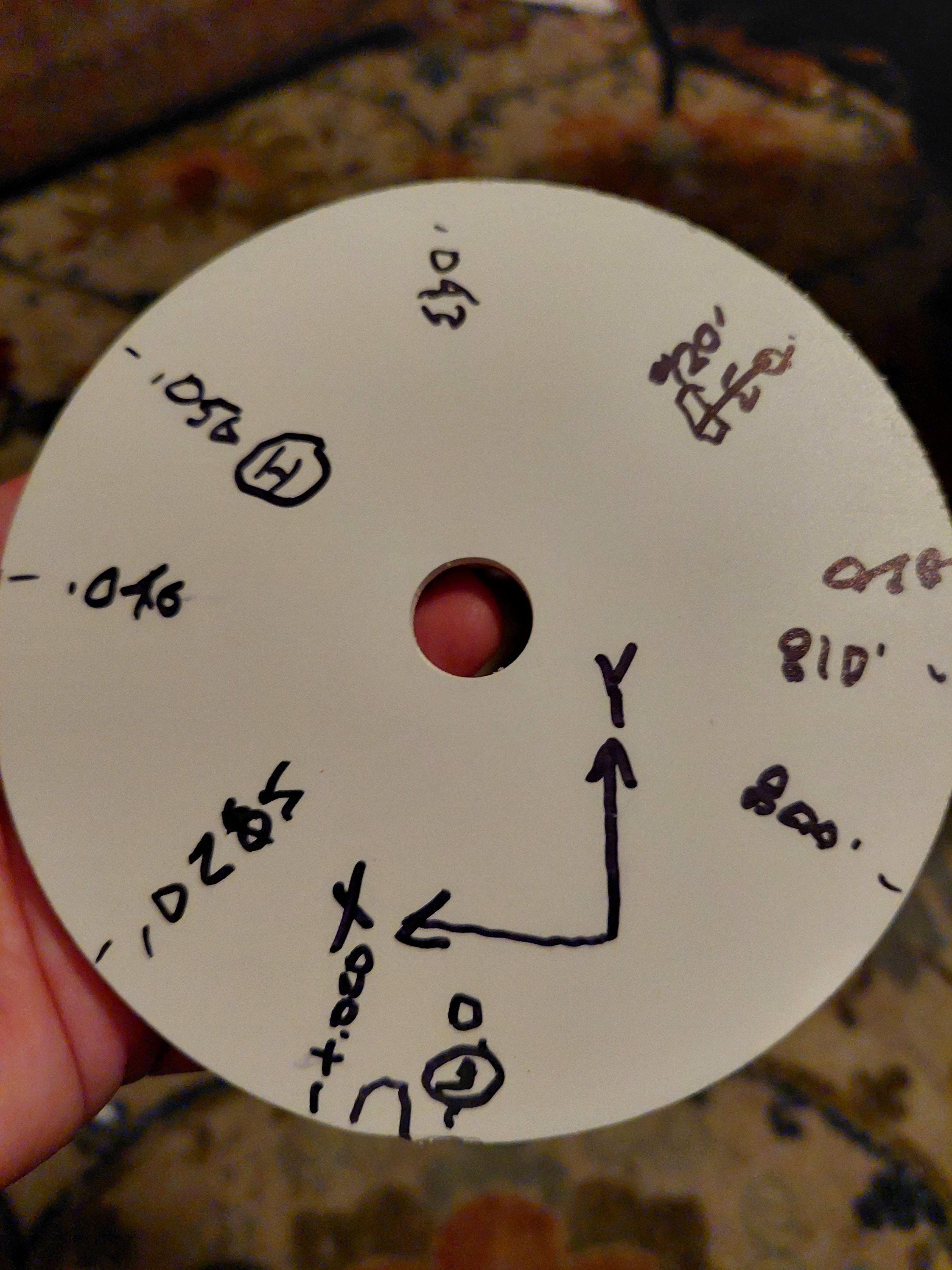
Photos from the only circle I cut today. You can visually see the flat spot and feel it with finger. You van also see where it jumps 0.020" in 5mm to the right. (Note axis is reversed on the side I measured) This is with setting that should be very close to square. High spot is 0.050 more than low spot.
In summary, flat spot does not occur with pen. Only when cutting, and not everytime, and to various degrees of severity. I still suspect binding of the axis somehow. .
With pen, when I get below 0.75mm of diagonal difference between SW-NE and NW-SE on a 150mm circle I start getting variation. But all are good circles with no flat spot. I am not sure where this variation is coming from.
That is where I am at today.
The grub screws hold the pulley onto the motor shaft. They are notorious for loosening up, and i think it could create the flat spot on your circle as the motor changed direction.
2 Likes
Your finishing pass whould be full depth, no matter what your roughing passes are…if you are shooting for accuracy. 0.2 might be a lot too light try 0.4mm full depth.
Tony, that really sounds like a possibility. I have retightened every screw in my MPCNC except those. Totally forgot about them.
1 Like
If you’re going to be checking the grub screws, I suggest adding some temporary threadlocker compound (e.g. blue locktite).
1 Like
Well…it is not the grub screws. I really thought that was a good possibility. I checked movement in the rails at the trucks which was very low, around 0.006" with a 2kg pull. Then checked all the set screws which could not be turned in CW direction. Drew some circles and cut some circles all within 0.5mm then got another flat spot on a cut circle. Also did finishing passes as Ryan suggested. The 0.4mm vs. 0.2mm material left a little rougher finish, other than that no discernable change…
Broke down the machine to reset the legs hopefully better. I still think that is a contributer. And will remount the switches to the trucks. I don’t think that matters but it does protect them better.
Other possibilities? Cutting the PVC plastic creates quite bit of debris that sticks to the bearings like crazy. I am positive the rail friction increases. After a couple of cuts… I cut maybe 4-5 circles before I got the flat spot.
Using a caliper on 150mm pen drawn circle I can only get down to little less than 0.5mm square. I still have some variability below that.
In summary, if I were shooting for +/- 1mm accuracy I would never notice anything is out.
2 Likes
What do you mean by this?
The repeatability with a pen should be very good. Often it is so good that you can’t tell that it’s been traced twice.
It’s also possible that the friction is not uniform over the entire workspace. Also the stiffness is sometimes mildly nonuniform, if the load is supported almost entirely by one belt when near the edge, or if it’s split evenly across two belts when closer to the middle. But this effect should be small unless a motor is shorted.
So depending how you’ve arranged the experiment, it’s possible that the variability you’re seeing is not representative of the repeatability of the machine and you are instead observing nonuniformity over the workspace. The nonuniformity “should” be small enough to ignore, but if the system defies explanation, a test that controls for uniformity could narrow it down, proving either that it is true non-repeatability or that it’s something else.
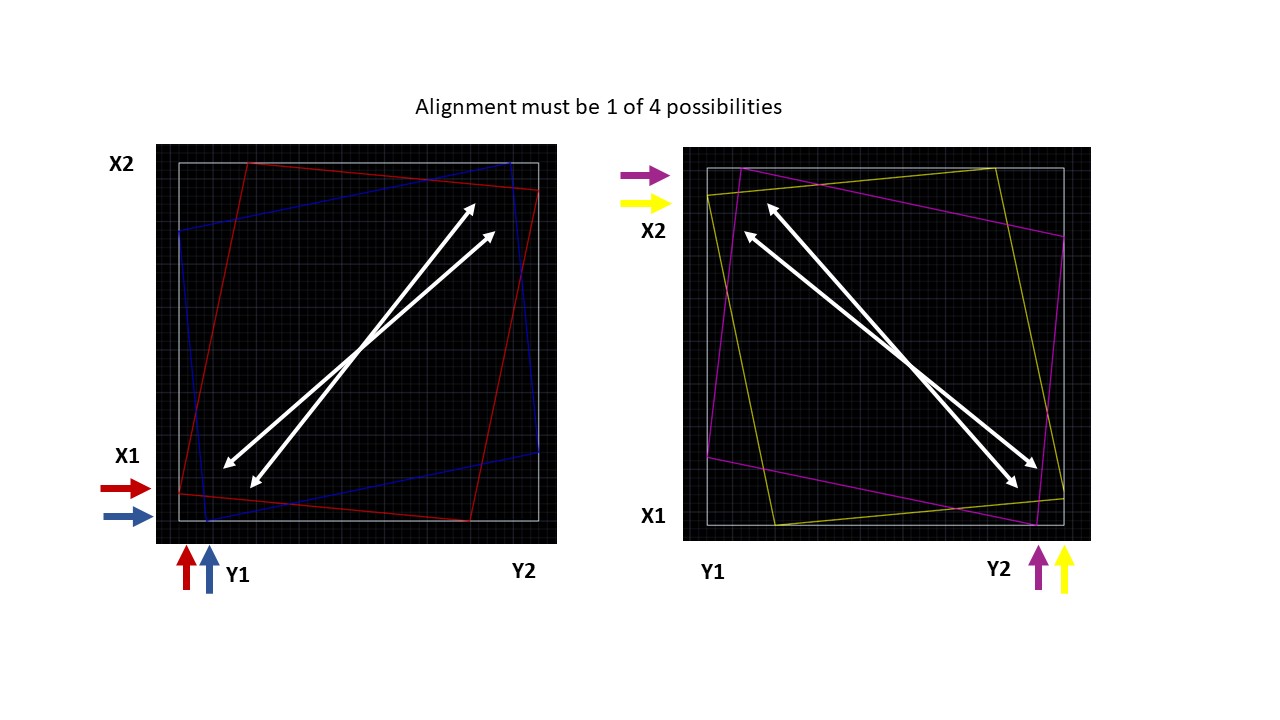
Let me explain my squaring routine in more detail so you understand my limitations. Unlike the drawing I posed earlier the attached picture shows the 4 conditions you can have with an unsquare bed. Very exaggerated of course. Hopefully you can see the colors. 2 of these result in the SW (origin) to NE diagonal being longer and 2 result in the NW/SE diagonal being longer.
So my routine is a follows:
- Set X1 and X2 limit switches so engagement happens very close to same time. Repeat the same for Y1/Y2.
- Draw a box, circle with diagonal cross hairs, just dots on the diagonals, or touch down on a scale. I have tried all 4 and I am drawing circles now just for speed.
- Determine which diagonal is longer. Due to the fact M666 codes only affect X1 and Y1 offsets, SW(origin) to NE diagonal must be longest before entering M666 gcodes to adjust. If NW/SE diagonal is longer, either X1 or Y1 limit switch will need to move back behind X2/Y2 to manually adjust the offset. Move either X1 or Y1 switch back about 1mm and redraw diagonals. Repeat until SW(origin) to NE diagonal is longest.
- Begin entering M666 gcodes to offset one either X or Y offset. Bump home before drawing. As you increase offset each time you draw a diagonal the SW/NE diagonal should get shorter and the NW/SE diagonal should get longer until you pass the square point and then NW/SE diagonal becomes longer than SE/NW. Then you can keep adjusting in smaller increments until satisfied with alignment.
So this routine works perfect for me every time with predictable results until I get into 1/10mm adjustments on the offsets. I am currently drawing 150mm circles with a ball point pen cartridge in the router collet. I measure these under magnification with a caliper. I try to measure to the center of line which is maybe accurate to .25mm. When I try to make the final adjustments to get the diagonal difference less than .4-.5mm, the results become unpredictable. The same thing happens when measuring with other methods and you begin chasing something you can not find.
2- I still think you should spend the extra few seconds and get the full resolution of a square. You are getting 150mm diagonals with your circle, when you could be getting 212mm with a square, ~30% more accurate.
3- M666 can go negative as far as I know, you are just limited by your switches throw…you can have it zero to a few mm ahead if you didn’t want to move a hardstops. Lots of ways to do things here.
Well I think I am getting close.
Took the machine down and squared the legs up. Also leveled a bit to the table it is sitting on so the spoil board will be a little more level. Moved the end stops to the trucks and routed all the harness again.
I began drawing 150mm circles again to dial it in and they seemed OK but then I got a flat spot with a drawn circle. I would have thought the paper slipped if I didn’t experience this before.
So that was a ringing bell and I did what everyone should do before troubleshooting. I sat down and stared at the machine. Seems like it must be the grub screws. So I started playing with the trucks and the pully did not move, but the truck did a little and springs back. So at that point I thought it must be belt tension. They did not look too loose like I have had in the past, but I think they were just a little looser than what I normally run. So I cranked them down until I could pluck them like a guitar string. Adjusted all 4 to the same tune.
So then I set about squaring everything up again. And the 150mm circles came right in. So I switched to squaring on 400mm box corners with the 2 machinist scales. AND IT CAME RIGHT IN AS I ADJUSTED OFFESTS. Square to 0.2mm on a 400mm square. And repeated a couple times. So now I am getting excited.
So I decided to cut a 150mm circle and try the runout test. I only have enough material to cut 2 more circles. Strangly enough the circle was perfect for 3/4 the diameter but still had the damn flat spot.

At that point I packed up ready to call it a night. As I pa ked up I thought this must be a loose grub screw again. So I went and checked each of the trucks and found one of the truck rail clamps was loose from my big reset operation. I tightened it up and decided to cut the last circle i have material for.
The last circle I cut came in with an out of roundness of 0.010" or 0.25mm. There was no definite diagonal offset apparent, but the low point was still where the tool enters and exits at due south and there is a very little flat spot there. Even so, that is pretty damn good!
So next time I am will get some more material to cut and check all the clearances and bearing tension again. I really hope what I have at this point is repeatable, but based on the 30-40 squares I ran, I think it it is. Each offset change gave a predictable move down to the 0.2mm on a 395mm square which is as low as I can read.
1 Like
Is your tool perpendicular to the table?
The flat spot from plunging should disappear with the finishing pass, since there should be very little load on the tool. What sort of settings are you running, Depth of cut, feedrate, total depth, rpm, type of tool, number of flutes. Maybe you are just hammering your setup.
1 Like