Hey all. I posted to a couple places on Reddit and got 0 responses which I thought odd but oh well. Trying to figure out this print issue. Figured y’all are brilliant and definitely more willing to help!
Printer: P1S. About 600hrs on it. Stock all the way around. Elegoo Matte PLA brand new roll. (printed a lot of this stuff) I did the belt tensioning calibration from the Bambu Wiki. Cleaned all the rods and greased everything. I do have the AMS but I’m not using it for these prints. Since it’s one color and a bunch of them I figured I would save the wear and tear. I know there’s not a whole lot of us here that have Bambu printers but there’s still plenty of knowledge here.
Background: I have about 150 of these coaster bases that I need to make for a give away event. They are 105 millimeters in diameter. With about a 2 millimeter extruded lip around the edge for a leather insert to sit in. I am printing four at a time at just regular .2 layer height settings from Orca. I switched to Bambu Studio to see if it is any different. I also tried outer wall first to no avail.
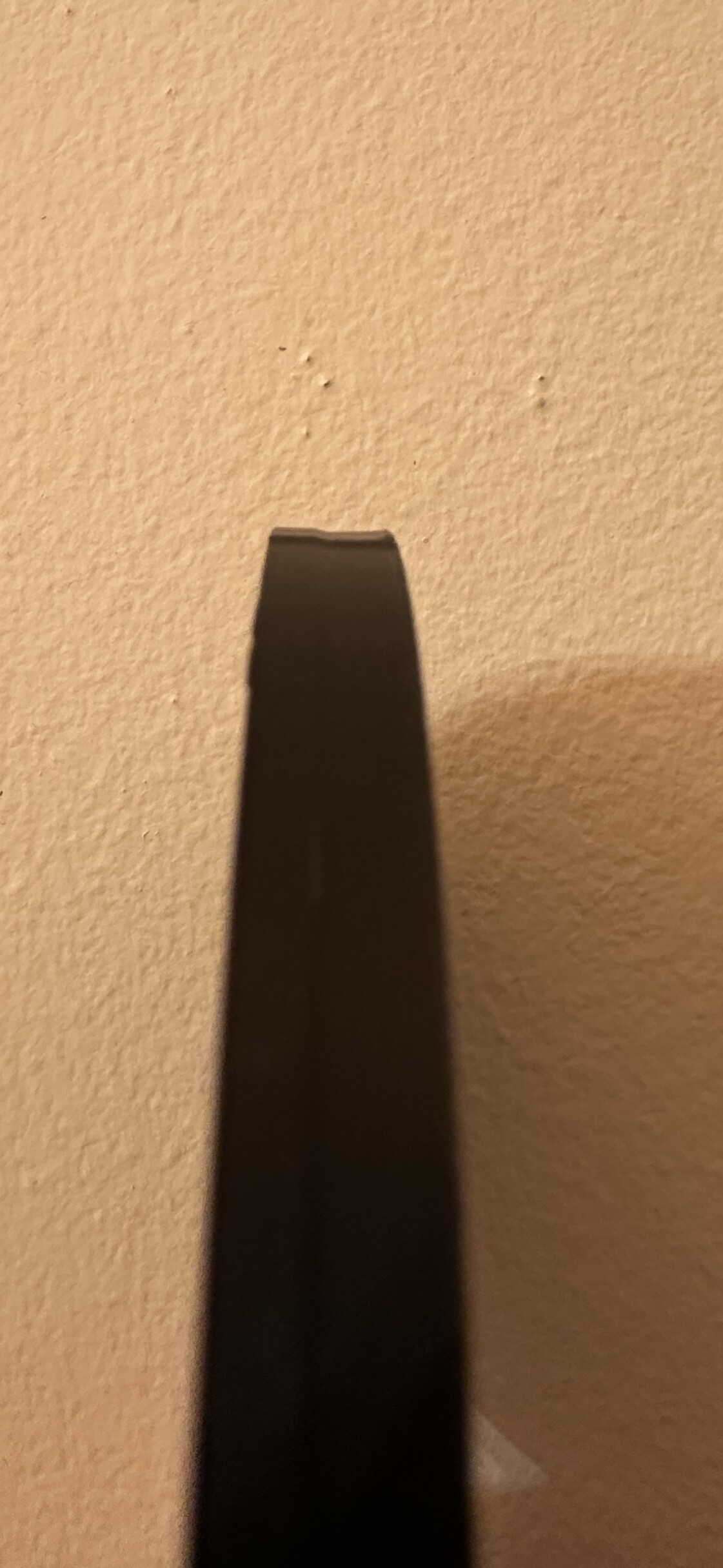
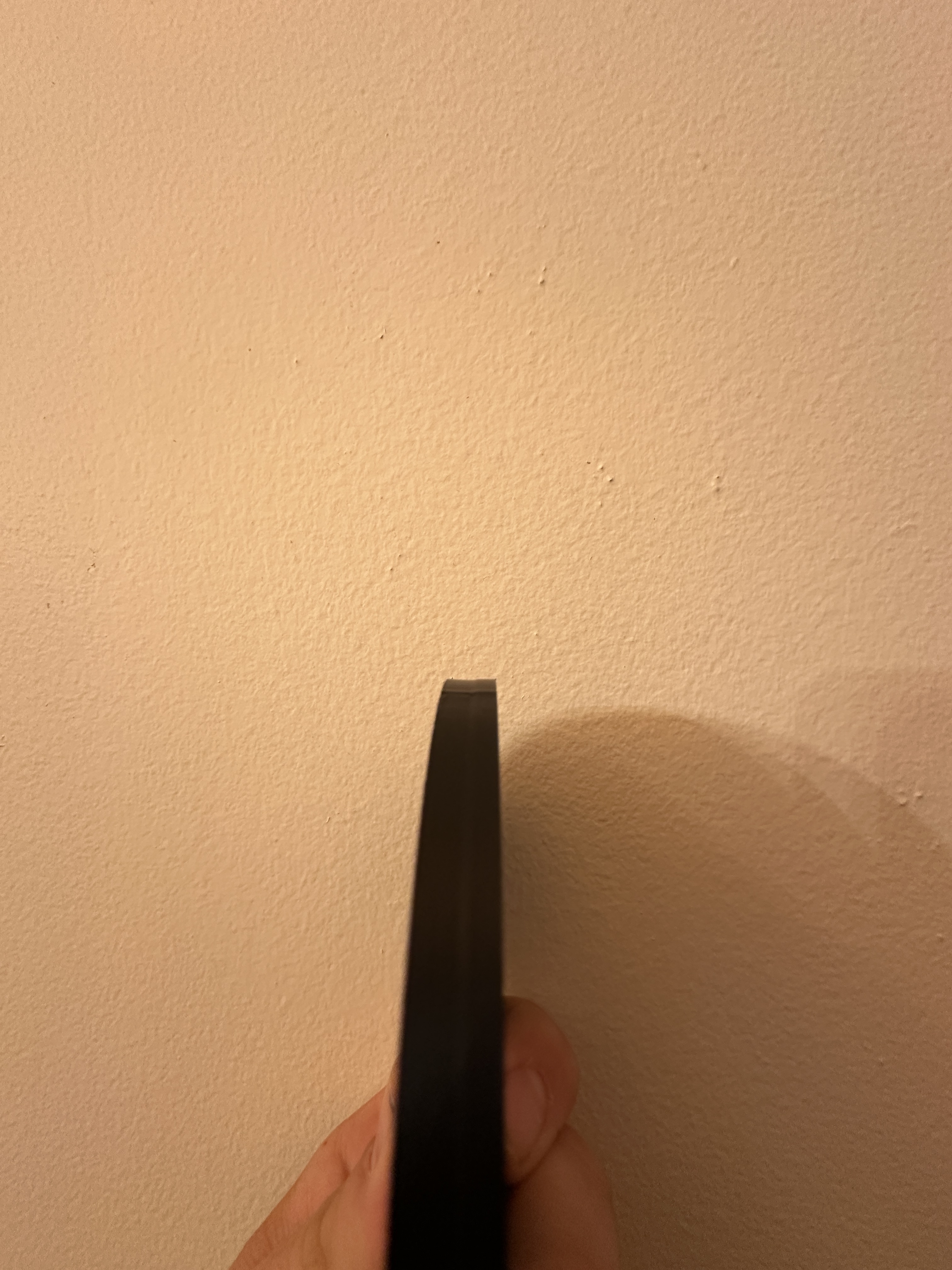
Problem: On some of the pieces there is this “lip” or “bulge” where there is a top layer that changes to just the extruded section. The weird thing is that it is not the same amount of all 4. Each one is a little different. And the “bulge” is not consistent all the way around or consistent on all the pieces. If I print 4 it is the worst. If I print just 1 it is the least but still visible.
Very interesting. Not sure I’ve run into this exactly. I’m looking forward to hearing from others.
Out of curiosity. How many loops/perimeters/walls are you using? Also - are you slicing with classic or arachne strategies?
Also - do you happen to change cooling at that level or anything? I wonder if the layers that don’t involve the larger flat areas are cooling at a much different rate because hot plastic keeps getting laid on top very quickly. Where the perimeters in the flat areas would have a long time to cool before the next layer.
In the edge pictures. Does that layer correspond to where the flat areas end? Also, which side has the big flat area, left or right on the photo?
Just 2 walls with 15% infill I think. Very plain settings. Honestly it’s such a boring shape I didn’t give much thought.
It’s set to classic currently. I can change to Arachne. I haven’t tried that yet.
I probably should have mentioned this as well. Can’t believe I missed it but yes, where the bulge is is where the large inner flat part is. The bulge also goes out from the part. So the thinner dimension is the correct one.
So it’s the correct diameter and very clean up till the point that it puts the top layer for the inner recess down. Then there’s the bulge and the part increases in diameter for the remaining outer part perimeter.
No I do not. I wonder if it is treating those top layers basically like infill or something?
It does seem like more squish there because it does suddenly bulge out.
It is hard to see in the pictures how prominent it is. It’s enough that you can feel it when holding it. It doesn’t take a finger nail to feel it. Plus you can very visibly see it in person.
The weirdest thing to me is that the bulge is not consistent all the way around the part. In one section it’ll be pretty smooth and as you feel around the circumference you can feel the bulge increasing until you get far enough and it goes back to smooth again.
It can be different on each side do to how the fan is pointing. I think that is why most are leaning to a cooling / layer time issue.
That said while the shape is simple, the geometry is so different I am not sure how perfect you will get it. If that lip was wider I think you might get more consistent results, but changing up the cooling strategy will probably help a ton.
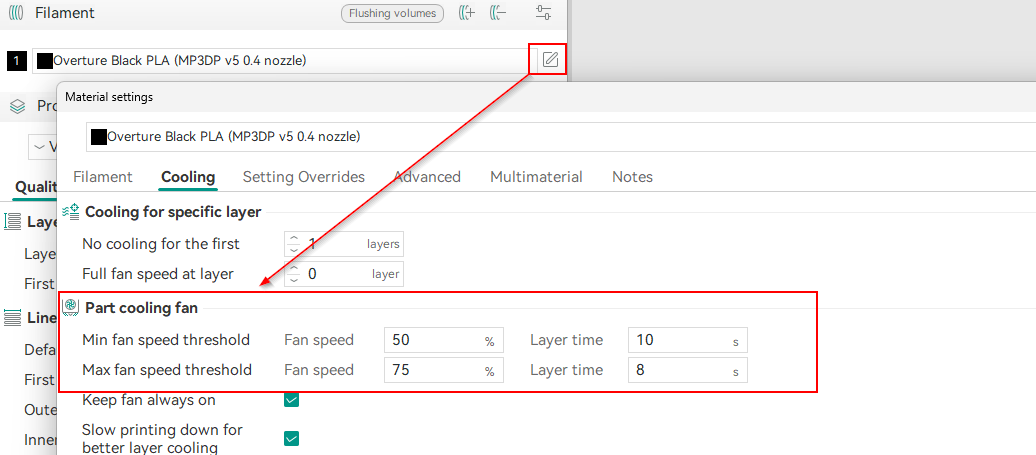
I would look at the layer time and try to get them all the same for this one part since the wall is of concern for you. What this is really doing is getting the cooling amount to be roughly equal.
That’s a brilliant observation. I didn’t even think of that. The P1S does not have a fan that goes all the way around, more so blows across. That would reason as to why it’s not consistent around the circumference.
I’m not sure how to adjust layer time but I will look into it.
I’m too far in the change to model now. I have a good chunk printed. Its interesting to hear that the geometry is different. Can you expand on this when you get a minute?
I think to most they will never notice the bump but I did. The leather will be a pretty prominent piece which I think will take most of the attention.
The real sad part is that I have b him an option of a plywood coaster (of course cut on the USA Edition LR4 ) with a laser engraved logo. But he went 3d printed with leather insert.
One other “outside the box” thought is the infill directions. Since the infill will shrink more along its length, and side to side shrink would be dependent on overlap, I’d consider one of the fancier circular or spiral infill patterns to see if it helps at all. You could also put in a layer height modifier and change the shrinkage compensation to see if you could get the concentric perimeters to shrink exactly the same as the underlying perimeters. (But since you report that those perimeters are not consistent, it may be hard unless you move away from a linear type infill?
I’m pretty confident it is not mechanical. You can easily test this with a tall cube or cylinder. 3D prints will always show artifacts of changes in the parts geometry unless they are pretty far away like 5-10mm.
Well I definitely trust your experience. It just surprises me because out of all the settings I have changed the parts pretty much look identical.
I’ve tried:
Arachne
Layer time adjustments like @Michael_Melancon pointed out.
3 Different infills like @dgkeith237 mentioned.
2 different slicers.
3 rolls of filament.
All the calibrations.
And some other random settings for walls and speed that I played around with in orca.
I dunno. I mean I think they will be fine for what the project is. It’s more so curiosity at this point. And if I run into a similar situation where it does count. I’m on a time crunch at the moment but once I get to the last few I’m going to print a single and see if that changes anything.
Thanks for all the suggestions! We will see what Bambu has to say.
Plastic shrinks, that is why there can be first layer prints lifting, some plastics require a heated chamber, ABS always sucks. Any wall thickness change will result in issues. Prints are far less perfect than some assume they can be. Some people (me previously) get paid as a skilled engineer to develop injection molds that hide imperfections in plastic flow and shrinkage. I am confident there is nothing wrong with your printer.
As a test like I said try a tall cube or filled cylinder. I bet the walls will be fine.
The only way to get good results with your part is to layout as many of them as possible on a single plate to try and get layer times relatively equal and hard before the next layer comes over the top.
As a V1 related example if you print the new lr4 dust shoe and skirt separately or with different materials they will not fit together, not even close. Print them on the same bed at the same time, perfect snap fit across nearly every printer you guys own in all these random countries.
I’ve only had one of these for a week so take everything I say with a grain of salt.
I do see that auxiliary fan is on the left. It’s not clear if the left side is having more issues than the other.
There are some models out there to deflect the fan so it doesn’t blow on the left side of the part directly. I’m not sure if that would help. I haven’t tried any of these.
So unsurprisingly your advice is pretty spot on so far. I still don’t have a solution but i did run a single coaster and no change. I actually ran it 2x in 2 different spots on the bed and no difference. I have been printing 4 at a time which is all that can fit on the bed at once. So, somehow I would have to slow down the layers in Orca. Not really having good luck with that at the moment. Playing with min layer time and even changing speeds of outer walls has seemingly had no effect.
Again thanks to all for the help. I will keep reading and keep trying different things until I fix it or get all of them printed!
Wait, so this is interesting. Would it be possible that the fan is blowing the layers out of place more or less? If you are looking straight down onto the build plate from the top, the bulge is the worst in the bottom right side of the part. This would align with the fan blowing from the left?