My 3D printer is not doing well. It is a Tronxy X5SA Pro 330-330-400. Here is what keeps happening. I am using CURA for Mac.
I have an old no name printer that used to do better than this.

My 3D printer is not doing well. It is a Tronxy X5SA Pro 330-330-400. Here is what keeps happening. I am using CURA for Mac.
I have an old no name printer that used to do better than this.
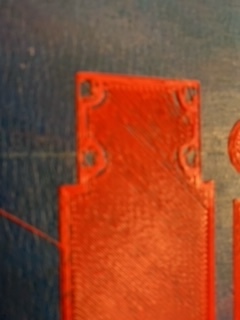
Never seen something so severe, but it reminds me of when I’ve printed PLA too hot, This has happened to me when I’ve sliced with the wrong filament profile…say ASA instead of PLA, but it could also happen if there were issues with the hot end thermistor. Some of the globbing reminds me of printing with old filament that has soaked up moisture.
This is ABS and yes it is old. How do I dry it out.? Also my print plate seems to drop a mm or two when it begins to run the file.
I do have some sealed ABS I can try. I could also try with some PLA.
Every once in a while my printer starts acting like that as well. It’s usually very frustrating, so you have my sympathy… Every time I’ve had that problem it has turned out to be one of two things. Either the nozzle is clogging up and needs a good cleaning - or the bed needs to be readjusted and leveled.
Good luck - since you say it’s printed well previously I would expect it’s probably something simple that’s out of whack.
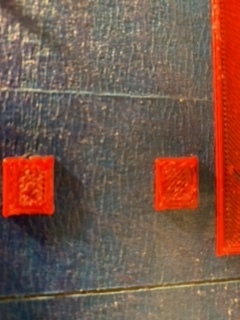
I’m with kizmit, and especially since you mention the bed drops 1-2mm before the print. The corners and lines look to me like the x/y are fine. Clogged nozzle could also cause it, among other things like slicer settings, but z height is my first guess.
This is ABS and yes it is old. How do I dry it out.?
I use a food dehydrator that looks similar to the filament dryer in this article on drying filaments. Stefan on CNCKitchen has tried a couple of other methods including a vacuum chamber, but his testing points to heat as the most effective method.
I was having issues very similar to this, but ONLY on the bottom 5-10 layers. Found out it was due to a z sag on the right (I have an ender3). I bought a duel z upgrade, and have had no problem since.
can you explain this to me more. don’t quite understand. thanks
Which comment? As for the z sag, for me it was because when I started printing the right size of the ender x (which does NOT have a leadscrew) would take about 5 layers to start moving up. Probably due to too little tension. But since I couldn’t get it to work (I had messed with it on and off for a month to no avail) I just decided to add an extra z screw. And that fixed it.
Thank you. That really helps me to start looking in some direction.
peace
I’m with @kizmit99 that looks like under extrusion to me. Could be bad feed, blocked nozzle, who knows. It’s just part of 3d printing, give the nozzle a good clean and poke and see how it goes.
I will try that. I purchased the titan extruder because I was told it was very good a feed and assisted in smoother printing. I will hopefully get it straight because once my PETG gets here I have about 100 hours of printing to get my parts done.
What speed and heat would you run PETG? What would be you bed temp also.
Thankz
All3DP has a lot of good info on most materials. Here is one on PETG: https://all3dp.com/1/petg-filament-3d-printing/
The setting section is near the bottom of the page.
Just a couple words of warning here… In my experience (although admittedly limited to only the two 3D printers I have) the temperature readings aren’t very accurate. So even though the filament may say extrude @200C, when the printer is saying it’s at 200C it may really be anywhere from about 170 to 210C – use any temp recommendations as a starting point, but adjust according to how it actually prints on your machine…
Also, you may want to reconsider printing MPCNC parts in PETG. That was my original plan as well, but I found the parts ended up having far to much flex. I switched back to the recommended PLA and would recommend you start there as well. I did use PETG for the parts that clamp to the rods (so the feet and the two brackets on the Z axis (this was on the Burly, Primo may be different in the Z axis config).
Good luck. I’m sure you’ll get there.
Thanks for feedback. I was told that PETG would be best on the parts close to heat. I am learning. I had two old Prussia printers that I have had closed up 3 years ago.
I did not have any problems with those two. I bought one for double the price with upgrades and seem to be having issues. Of course the filament has been exposed to basement dampness for three years.
I am expecting several packages today. I am very excited about inventory and preparation. I am so thankful that I have resources like you to help me along the way.
I have been printing PLA at 220 and bed heat at 80.
