V1E.com Forum
Guide to Milling Aluminum Plates for MP3DP v5 with EstlCAM
Mostly Printed 3D Printer - MP3DP
Advice
aluminum
azab2c
(Aza B2C)
March 17, 2024, 2:45am
8
Nice results and write up. Appreciate learning what’s working for you. Cheers!
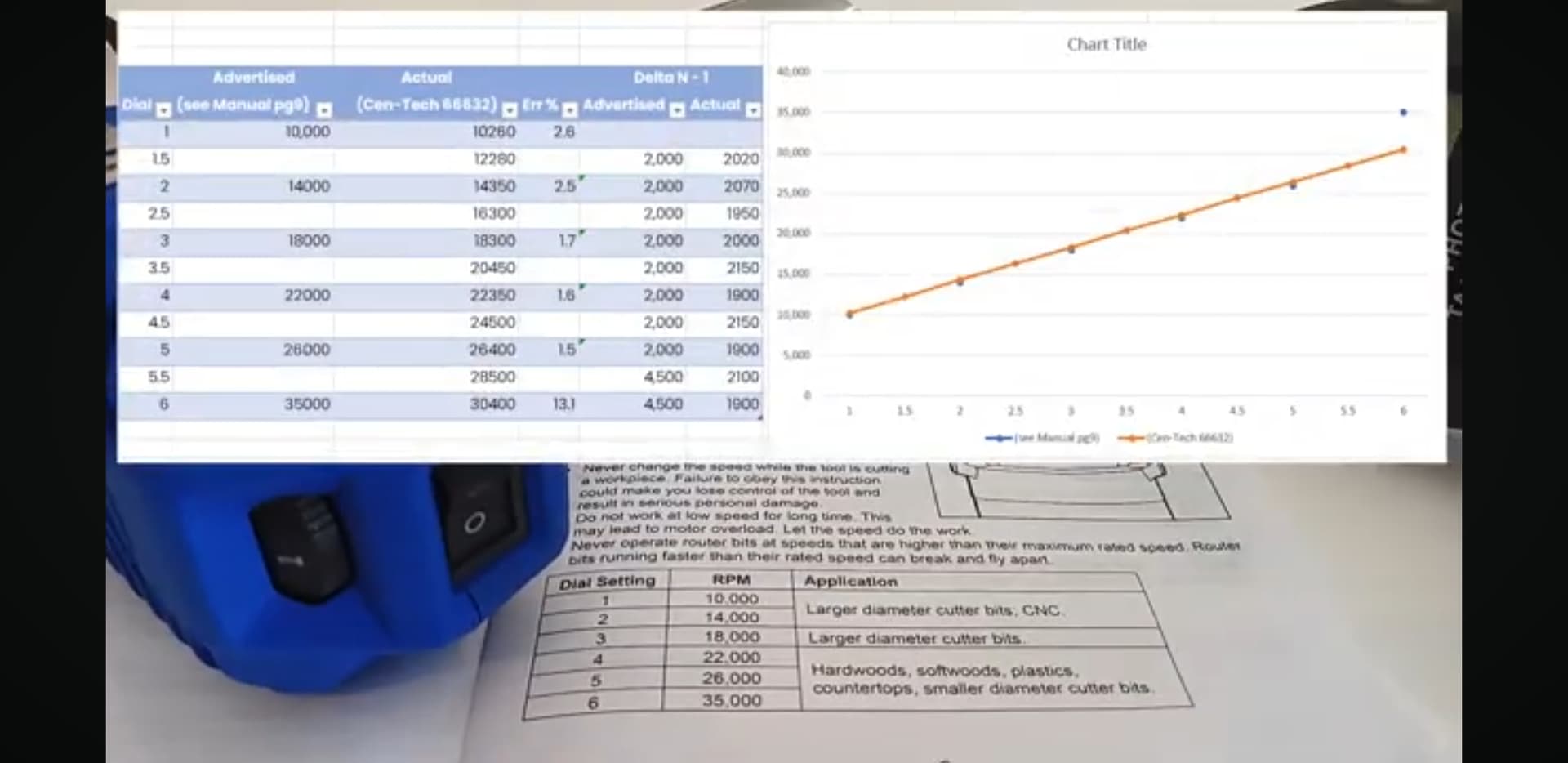
Sure thing…
Screenshot_20240316-195631_YouTube
1920×934 85.9 KB
3 Likes
show post in topic