I already opened a topic on the FreeCAD forum but worth also asking here.
I have the attached GCode which I use to cut a 1.2 mm plastic sheet with a drag knife. The program runs 4 time with a 0.3 mm step down after each passes.
During the third pass my machine always fails when doing the second rotation to accommodate the 90° change in direction.
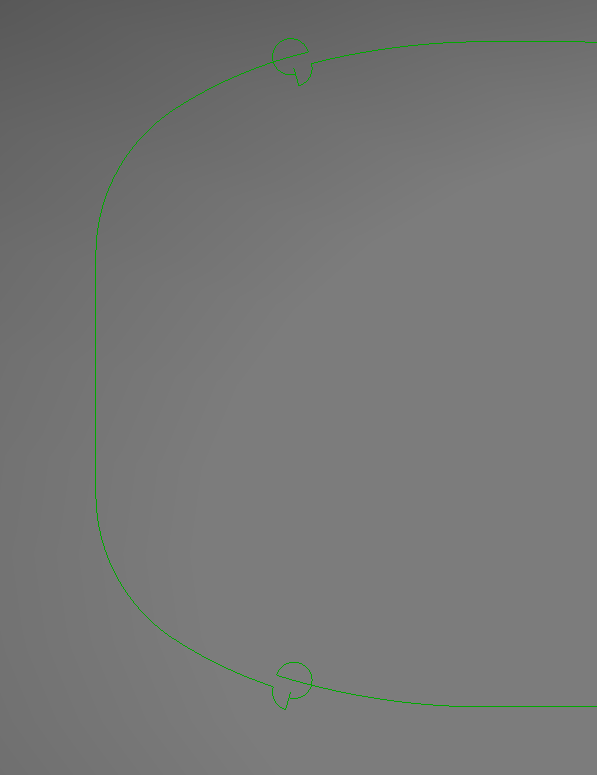
On the figure below the program starts in the middle of the right segment and runs CW
It fails at the bottom left turn on the third pass. See zoomed in image.
Yes, it is repeatedly failing in the same exact spot. Your toolchain is producing bad gcode and we need to see that section of code to see what is wrong.
Indeed using the SplitArcs always solves the problem. I had similar issues in the past but failed immediately at the first dragkife turn. I was trying to see why it failed only on the 3rd pass.