Hi All,
Generated and ran the Test Crown with flying colors (build thread soon!) Using EstlCam 12 + Jackpot.
Updated FluidNC to 3.7.12 (web installer, manually copied over index.html.gz as per instructions. Confused that they didn’t include pressing the Boot button to start the flashing in the instructions… but worked in the end.) Kept my mostly stock config.yaml (just added table size limits and pulloffs to square/tram.)
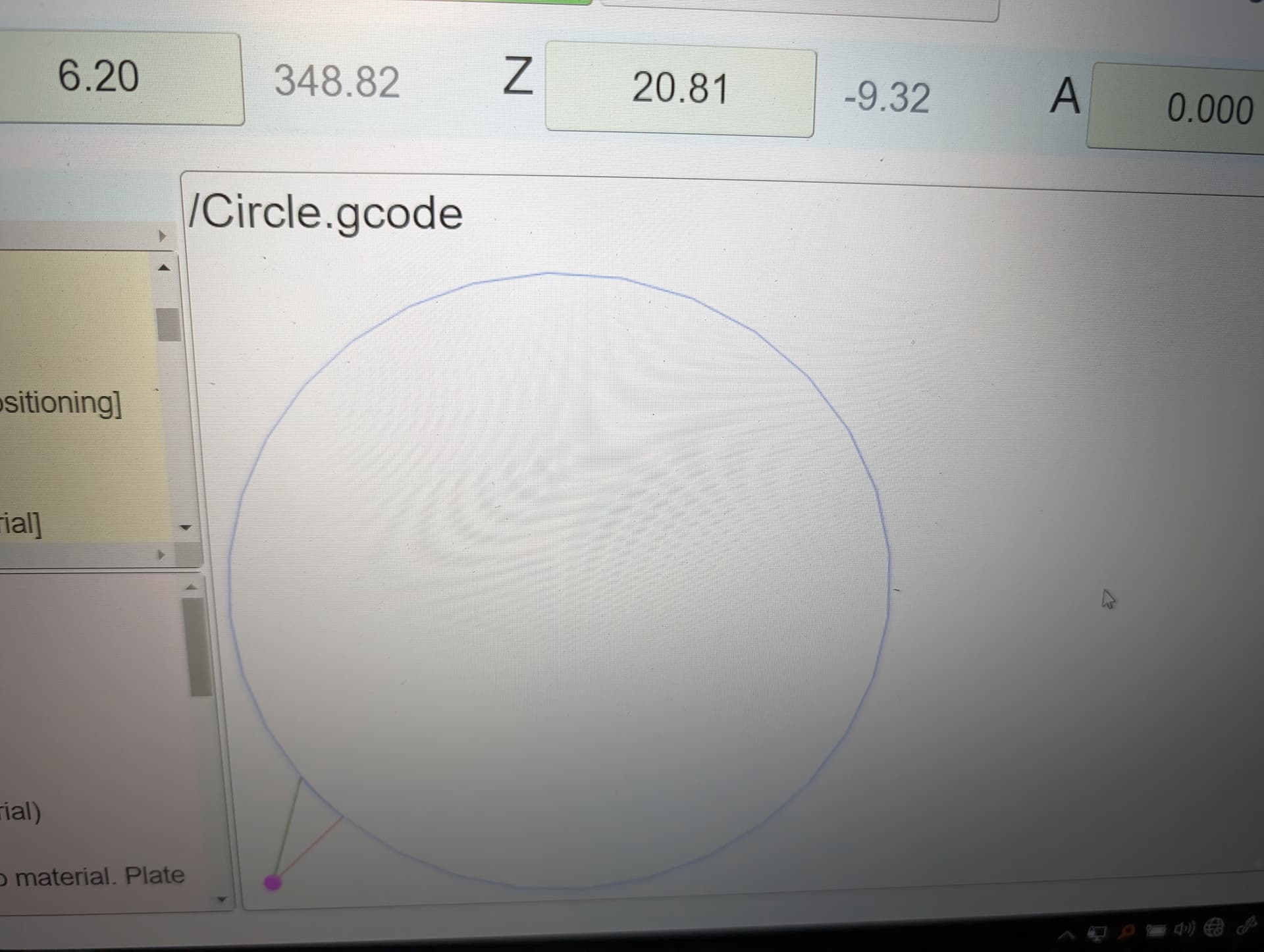
For some reason, even this simple Circle test (also getting it with a square test bracket thing that’s super simple) the gcode generated throws this:
[MSG: ERR: 33 (Gcode invalid target) in /sd/Circle.gcode at line 19]
The Gcode in question. Line 19 is at the bottom, the G2 command.
G21 (MSG G21: Metric mode)
G90 (MSG G90: Switching to absolute positioning)
G94 (MSG G94: Feed = per minute)
G92 X0 Y0
$HZ (Home Z)
M0 (MSG Attach probe)
G38.2 G91 Z-75 F400 (MSG G38.2: Fast probing to material)
G1 Z5 F400 (MSG G1 move Z up by 5mm, speed 400)
G38.2 G91 Z-6 F100 P0.50 (MSG G38.2: Slow probing to material. Plate thickness: 0.50)
G1 Z10 F900 (MSG G1: go to Z10, speed 900)
M0 (MSG Remove probe, start spindle)
G0 X0.0000 Y0.0000 Z0.0000 F10000
G0 Z5.0000 F3000
(No. 1 Part machining: Part 1)
G0 X6.2013 Y6.2013 Z5.0000 F10000
G0 Z0.5000 F3000
G1 Z0.0000 F180 S24000
G2 X3.0180 Y10.0475 Z-5.0000 I18.8011 J18.8010
*dies*
I have an arc in my other test file, and the G3 command throws the same error.
I also generated the same file in EstlCam 11, so it doesn’t seem like that’s the issue.
But, the crown gcode still works like a champ on the new firmware version (I skipped the probe for pen purposes.) It has plenty of G2 and G3 commands (circles, arcs.) This works great:
G21
G90
G94
G92 X0 Y0
G0 X0.0000 Y0.0000 F10000
G0 Z5.0000 F3000
(No. 1 Engraving machining: Engraving 1)
G0 X24.9205 Y7.3575 Z5.0000 F10000
G0 Z0.5000 F3000
G1 Z0.0000 F120 S24000
G1 Z-0.0100
G1 X24.4100 Y9.0866 F900
G2 X42.8088 Y12.5866 I33.5699 J-126.3622
G2 X74.6541 Y13.7669 I23.2760 J-197.7991
G2 X99.1099 Y11.0729 I-5.9547 J-166.4011
G2 X107.7594 Y9.0866 I-20.2270 J-107.9094
G1 X107.1192 Y6.9182
G3 X89.0271 Y10.3332 I-32.8943 J-124.6382
G3 X57.6210 Y11.4798 I-22.9424 J-197.7174
Any ideas? I’m super confused. FluidNC seems perfectly happy with the gcode in the attached image.
I guess I can try disabling the circle/arc generation in the estlcam settings.