J_K
February 14, 2025, 10:04am
1
Hi
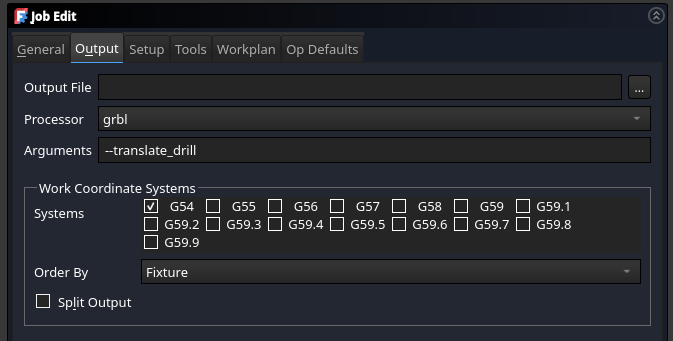
When I adding
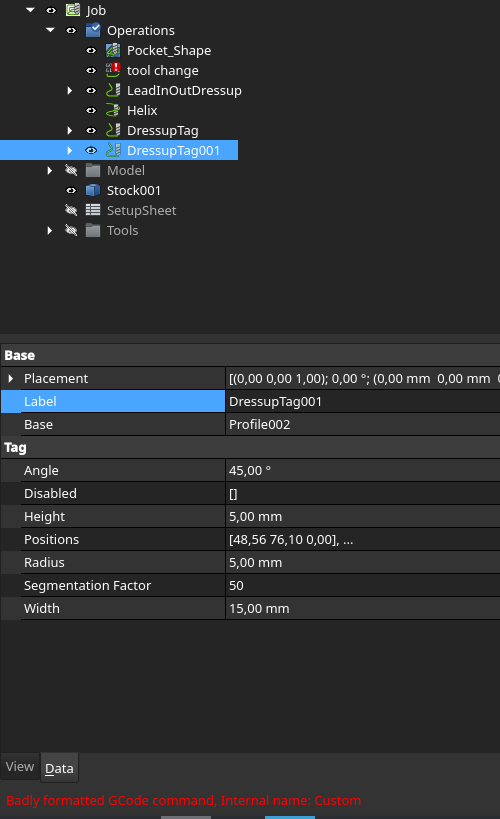
I get an error
and after removing from snippet “Z home” line then the program is happy
any suggestion?
jeyeager
February 14, 2025, 12:42pm
2
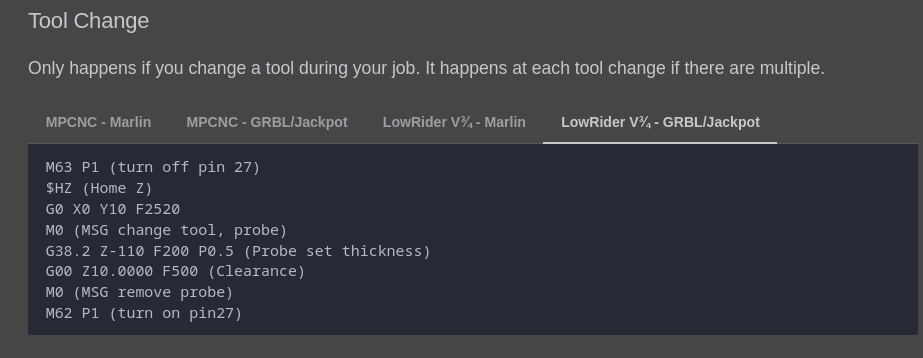
I haven’t tried FreeCAD CAM but $HZ (and anything starting with $) is FluidNC specific and not a GRBL command. It seems that it must be trying to parse it.
1 Like
J. K.:
that looks like it would be possibly a macro, is that in the documentation? I had not yet seen that!
So that is definitely in my searches for $HZ and I believe it to be only for fluidnc, but as I stated, I had not yet seen that.
I will have to try that when ever My frozen tundra warms up and I can stand to be in my garage!
jeyeager
February 14, 2025, 1:02pm
4
That’s the normal FluidNC tool change code from the V1 documentation. It just seems that FreeCAD doesn’t like the non-GRBL commands.
J_K
February 15, 2025, 7:04pm
5
Worse, because if I replacing $HZ for #define HOMING CYCLE 0 (1<<Z AXIS) (grbl homing) it’s doesn’t working either
jeyeager
February 15, 2025, 7:11pm
6
Right. I believe it requires some kind of code change to work with FluidNC. I’m not sure if that’s to FreeCAD or the GRBL post processor.
# -*- coding: utf-8 -*-
# ***************************************************************************
# * Copyright (c) 2014 sliptonic <shopinthewoods@gmail.com> *
# * Copyright (c) 2018, 2019 Gauthier Briere *
# * Copyright (c) 2019, 2020 Schildkroet *
# * *
# * This file is part of the FreeCAD CAx development system. *
# * *
# * This program is free software; you can redistribute it and/or modify *
# * it under the terms of the GNU Lesser General Public License (LGPL) *
# * as published by the Free Software Foundation; either version 2 of *
# * the License, or (at your option) any later version. *
# * for detail see the LICENCE text file. *
# * *
# * FreeCAD is distributed in the hope that it will be useful, *
# * but WITHOUT ANY WARRANTY; without even the implied warranty of *
# * MERCHANTABILITY or FITNESS FOR A PARTICULAR PURPOSE. See the *
# * GNU Lesser General Public License for more details. *
# * *
# * You should have received a copy of the GNU Library General Public *
show original
J_K
February 15, 2025, 9:04pm
7
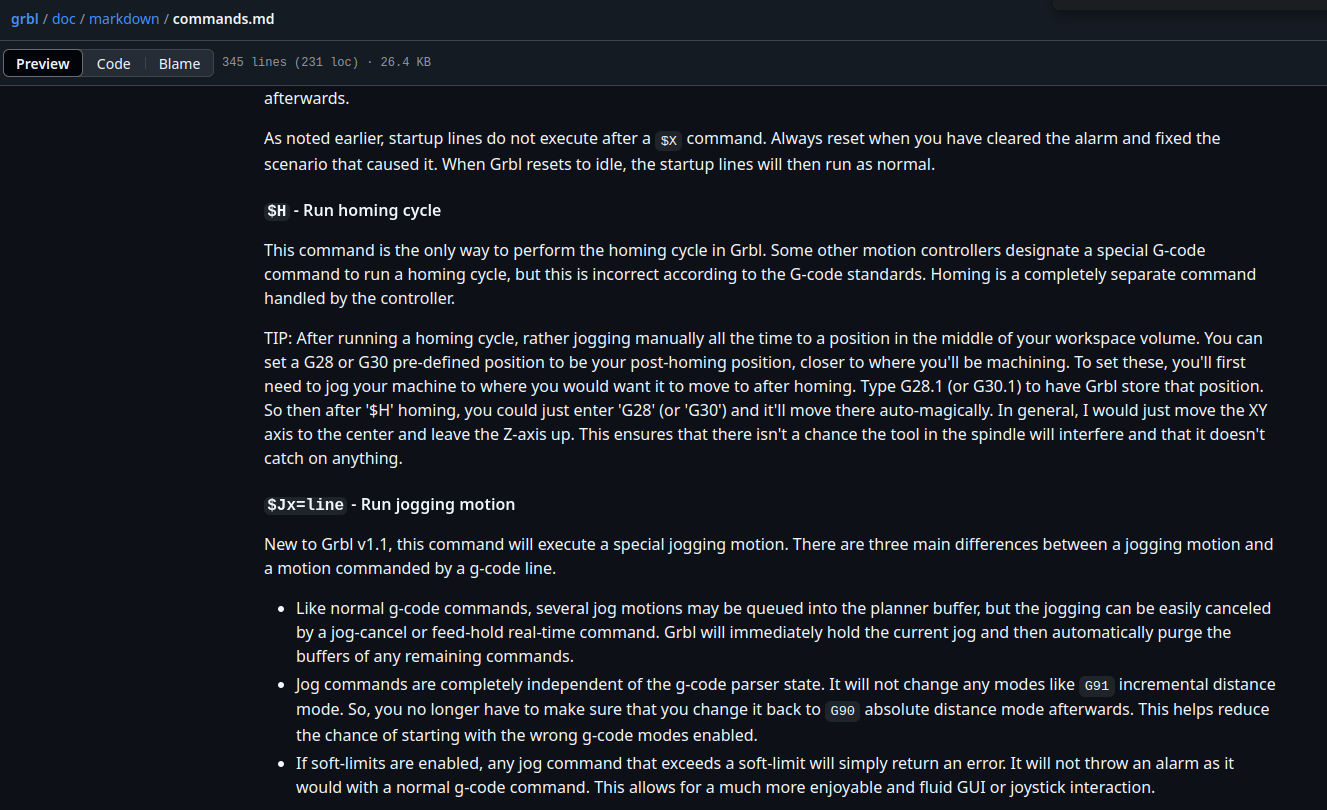
You are probably right, i think something should be done one FreeCAD side because grbl should support the $H command.
jeyeager
February 15, 2025, 10:14pm
8
Oh boy. I tried to take a look at how to use FreeCAD CAM and there’s quite a learning curve. I doubt I’ll be using this over Estlcam anytime soon.
1 Like
J_K
February 15, 2025, 10:30pm
9
J_K
February 15, 2025, 10:33pm
10
do you think manually placing snipping (tool change) to gcode (generated from FCAD) will work?
Tokoloshe
February 15, 2025, 10:34pm
11
Estlcam does support stls.
J_K
February 15, 2025, 10:40pm
12
So, I think i have some learning to do
Shame it’s not available on Linux.
J_K
February 27, 2025, 2:28pm
15
UPDATE
WORK AROUND
(Begin operation: tool change)
J_K
March 10, 2025, 2:20pm
16
EDIT
$HZ (home Z)