Hi all. Is there a way to tell estlcam to probe before certain cuts? I have multiple small pieces of stock mounted in a grid, and would like to probe the z height of each one before starting work on it. Of course it would be possible to do separate files, but is it possible in a single one without manually editing the gcode?
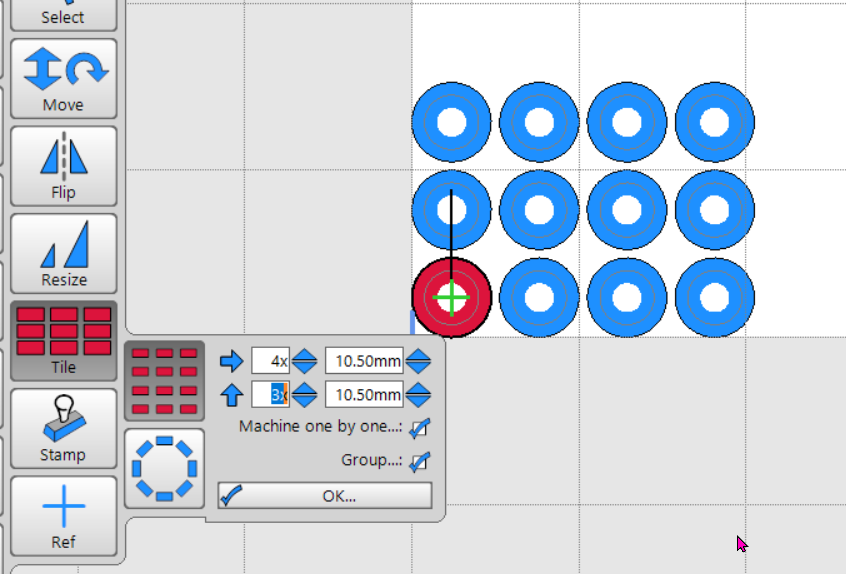
Make a CNC file with the tile function. That way you can load in one copy and make as many copies as needed with the spacings to suit your layout.
Then use the probing on the whole final CNC file.
In that case he has a problem.
The other way is to do it manually, take each piece and add it to a single file and then CAM it in the normal way. Then he can use the CNC file to be probed.
If he is working with PLT files it is easy to bring each one into a program like CorelDraw and lay them all out as a sheet, export as a new PLT file or DFX and the load into Estlcam to do the CNC.
DFX are not so useful as they often have broken lines and connections.
It depends on your controller and what it allows. Using Estlcam firmware you can do pretty much anything while the machine is paused and that includes probing/resetting Z0. With v11 CAM it’s easy to add pauses (…or any chunk of G-code that is compatible with your controller) to the machining order, e.g. part1 path, pause, part2 path, pause…
…v12 supporting a v11 pause w/ a Z raise for probe plate clearance (az10, m00) placed at the center of the part and a v12 controller macro (z-10 f60, z=probe back-off setting + plate thickness) to reset Z0 would make it super simple.
I think you could fake this by duplicating the tool. Use a different copy of the tool for each part. As long as the tool change gcode is set to handle probing, I think this would work.
At the same time, it still might be easier to just manually update the gcode.
In the end, I decided to add a 0 mm drill to each point where I wanted to probe and manually replaced the drill gcode with the probe procedure. Thanks for the suggestions, everyone!